
For continuous processes, the steps that are related to the scheduling of operations in unit procedures (see Initializing Unit Procedures) and of the entire process (see Setting the Process Scheduling Information) can be skipped.
The first example of this chapter demonstrates the key initialization and evaluation steps for modeling a process with SuperPro Designer. The fundamental steps and focus points used in this example are the same as the steps and focus points that would be used during the creation of any other type of process. Therefore, regardless of which type of process you intend to model, reading through the following example should provide you with the basics needed to capture and model any process (incl. your own). Since this example is a batch process, it serves as a good medium for discussing several scheduling issues.
The two model file(s) used for this example have been installed under your “Examples” folder; more specifically under the “Misc” subfolder of the “Examples” folder. The filenames are listed below (<majVerNo> is 10, 11, 12,... matching the major version number of the release):
1. GettingStarted_v<majVerNo>a: This model file captures a simple batch process consisting of a reaction step (Batch Vessel Procedure in a Reactor) and a filtration step (Plate and Frame Filtration Procedure). The mass and energy balances for this process model are solved with equipment in Design Mode in order to have the simulation find their appropriate sizes. The development and solution of this process model are described in sections Starting a New Process File up to Switching Unit Procedures. The specifications and analysis of scheduling, equipment utilization and resource tracking information for this process model is described in sections Setting the Process Scheduling Information up to Viewing Scheduling, Equipment Utilization and Resource Tracking Results.
2. GettingStarted_v<majVerNo>b: This process model is an evolution of the previous model. The mass and energy balances are now solved for set equipment sizes, therefore all equipment are in Rating Mode. The focus is on evaluating the current and potential throughput and on economic assessment (viability). A throughput and debottlenecking analysis for this process is described in section Throughput Analysis and Debottlenecking. Before any economic assessment is made, economic data need to be supplied. The specification and evaluation of all the economics related to this process is described in section Cost Analysis and Economic Evaluation.
|
|
For continuous processes, the steps that are related to the scheduling of operations in unit procedures (see Initializing Unit Procedures) and of the entire process (see Setting the Process Scheduling Information) can be skipped. |
The steps listed below summarize the process of developing a model with SuperPro Designer. These steps are explained in much greater detail in the remainder of this section (within subsections Starting a New Process File throughEnvironmental Impact). Training videos which describe in more detail how to create models from scratch can be found at http://www.intelligen.com/videos.html. The Batch Process Tutorial videos on this web-page correspond to the tutorial described in this chapter.
1. Start a new process model by selecting ‘Start a New Process File’ in the opening dialog of the program. If you are already past that screen, then you can start a new process file by clicking on the New ( ) button on the Main toolbar or by selecting the File } New from the main menu of the program. As you’ll notice, you will immediately be asked to choose if the process will be in Batch Mode or Continuous Mode. Choose ‘Batch’ if the product is made in batches and ‘continuous’ otherwise. Don’t worry about choosing correctly. You can change your mind later and switch the operating mode. Also, regardless of what you choose here, you can still insert steps that are batch or continuous.
) button on the Main toolbar or by selecting the File } New from the main menu of the program. As you’ll notice, you will immediately be asked to choose if the process will be in Batch Mode or Continuous Mode. Choose ‘Batch’ if the product is made in batches and ‘continuous’ otherwise. Don’t worry about choosing correctly. You can change your mind later and switch the operating mode. Also, regardless of what you choose here, you can still insert steps that are batch or continuous.
2. Slowly fill in more information to the process model by following the sequence of tasks showing in the Tasks menu: (a) set (or change) the plant operation mode (batch or continuous) using item Set Mode of Operation (you have already done that when you create the new process model (step 1). b) register (introduce) in the model pure components using menu item Pure Components } Register, Edit/View Properties..., and possibly register stock mixtures using item Stock Mixtures } Register, Edit/View Properties..., If you prefer a certain set of physical units over others, you may also want to visit the default physical units dialog now; it is shown from Edit } Process Options } Physical Units Options... menu item.
3. Build the process flowsheet by adding unit procedures (UPs) from the Unit Procedures menu while in Select Mode ( ). Each UP represents a sequence of actions, all executed in the same host equipment (e.g. a reactor vessel, or a chromatography column). Switch to Connect Mode (
). Each UP represents a sequence of actions, all executed in the same host equipment (e.g. a reactor vessel, or a chromatography column). Switch to Connect Mode ( ) to draw streams representing material transfers between UPs.
) to draw streams representing material transfers between UPs.
4. Add operations, such as Charge, Agitation, Batch Heating, Batch Stoichiometric Reaction, etc., to each unit procedure. Different unit procedures offer different types of operations available to them. Batch/semi-continuous (cyclical) unit procedures can contain one or more operations, whereas continuous unit procedures are equivalent to a single unit operation. You add operations to a unit procedure by visiting the Add/Remove Operations... dialog (right-click over a UP and select that option). Once you’ve inserted enough operations that capture at least the core steps of your process, go ahead and initialize those operations and streams. You can initialize an operation in a UP, by right-clicking over the UP and selecting Operation Data } <Op-Name>... again from the right-click menu (sometimes called ‘command menu’) of the UP. Once you visit the i/o dialog of an operation, you can supply operating conditions and possibly some other performance related options, and the program will compute several output variables. Then, you can proceed in initializing your input streams (those are the streams that feed directly into a UP - without a source UP). Note that you can only initialize input streams. Intermediate and output streams have values that will be calculated by the program. Double-click on an input stream to view its i/o dialog. You can introduce components and/or mixtures and specify their participation in the input stream (composition).
5. Once you have included all (or most) operations that are necessary to represents the steps in your process, you can complete the analysis of the process model using the following commands: (a) solve mass and energy balances and size all equipment by clicking Solve M&E Balances ( ) on the Main toolbar or on the Tasks menu, (b) classify streams into different categories (e.g., raw material, revenue, waste, etc.) using item Stream Classification on the Tasks menu, and (c) perform costing and economic evaluation calculations by clicking Perform Economic Calculations (
) on the Main toolbar or on the Tasks menu, (b) classify streams into different categories (e.g., raw material, revenue, waste, etc.) using item Stream Classification on the Tasks menu, and (c) perform costing and economic evaluation calculations by clicking Perform Economic Calculations ( ) on the Main toolbar or on the Tasks menu. Other evaluations related to scheduling, throughput, and debottlenecking can optionally be performed at this stage.
) on the Main toolbar or on the Tasks menu. Other evaluations related to scheduling, throughput, and debottlenecking can optionally be performed at this stage.
6. You can generate charts and visualize some of the results (outputs) of your simulation model, using any of the commands in the Charts and View menus. Finally, you can generate and view a variety of reports that put together the results of the simulation in tables and charts focusing on one aspect of the process output or another, using commands under the Reports menu. There are reports focusing on material consumption, economics, environmental impact assessment, etc. You can even custom create your own report (‘Custom Excel Report).
To start SuperPro Designer after it has been installed, select the program shortcut on the Windows Start Menu or double-click the file ‘Designer.exe’ in the installation directory of the application. The following dialog box will appear by default:
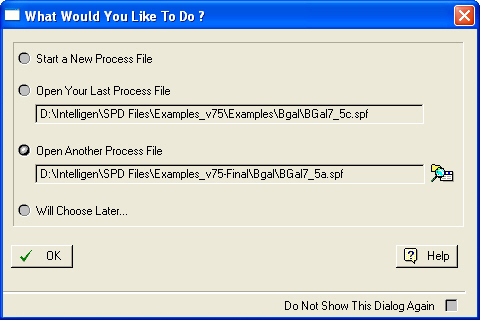
The opening dialog box of the program.
To begin working on a new process file, select the option named ‘Start a New Process File’ from the above dialog and click OK. If you select another option and close this dialog, you can always start a new process file later by clicking New ( ) on the Main toolbar on the File menu.
) on the Main toolbar on the File menu.
After you choose to start a new process file, the ‘Process Operating Mode’ dialog box will appear as shown in The ‘Process Operating Mode’ dialog box.. This dialog box allows you to set the primary mode of operation (batch or continuous) and the annual operating time available for the entire process. Typically (but not always) the setting should match the mode by which your final product is produced (in batches or continuously). Although the plant operation mode can be either batch or continuous, SuperPro Designer can also model processes that operate in mixed modes. That is, you can have continuous unit procedures in a batch process plant as well as batch/semi-continuous (cyclical) unit procedures in a continuous process plant. This is a unique feature of this simulator and it is explained later in this chapter (see Initializing Unit Procedures). If you later change your mind about the overall operating mode of the process model, you can revisit this dialog by selecting Tasks } Set Mode of Operation... from the main menu.
When the process operating mode is set to ‘Batch’, all stream flows are displayed (by default) on a per-batch basis. On the other hand, when the process operating mode is set to ‘Continuous’, all stream flows are displayed (by default) on a per-hour basis. No scheduling information is necessary for plants operating continuously.
For now, let’s select ‘Batch’ as the operating mode of this example process and click OK.
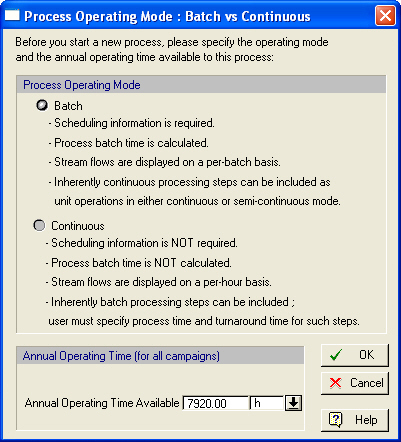
The ‘Process Operating Mode’ dialog box.
SuperPro Designer provides a variety of options for units of measure for the entry and display of data. To view or modify the default units of the process model, click on an empty area in the flowsheet and then select Process options } Physical Units Options... from the Edit menu. Alternatively, right-click on the flowsheet to bring up its context (or command) menu and select Physical Units Options....
|
|
If the Process Options... menu item under the Edit of the main menu is inactive, you must first click on an empty area of the flowsheet to un-select any objects (like stream(s), unit procedure(s), etc.). If any item of the flowsheet (unit procedure, stream, etc.) is selected, the Process Options... submenu will be grayed out and the submenu matching the type of the selected object will be active (e.g. Stream Options... if a stream is selected, or Unit Procedure Options... if a unit procedure is selected, and so on. If dissimilar objects are group selected, the none of those choices will be active. |
SuperPro Designer’s component databank allows users to draw (register) components with defined properties from multiple source databases. Currently, the following 4 are supported:
● the ‘Designer’ database,
● the ‘User’ database,
● the DIPPR database, and
● the PPDS database.
Each database is contained in a separate file. The ‘Designer’ component database is part of the ‘Designer’ (or ‘System’) database; it provides data for almost 600 commonly used compounds.
The ‘User’ component database is part of the ‘User’ collection of data in a database. It is a repository available for users to store data of their own. Such data can be definitions of pure components (with their properties) and/or mixtures (sometimes referred to as ‘Stock Mixtures’). The ‘User’ component database is originally empty (upon installation of the software). It only contains the appropriate relations (tables) to receive user’s data.
The DIPPR database draws its data from the relational form of the DIPPR collection of component data. This component database was developed at Brigham Young University, although it is now licensed by AIChE (see http://www.aiche.org/dippr). A demo version of the DIPPR database with only 5 components is shipped and installed with SuperPro Designer.
The PPDS database is licensed by TÜV SÜD (see http://www.tuv-sud.co.uk/uk-en/about-tuev-sued/tuev-sued-in-the-uk/nel/ppds-thermodynamic-properties-suite), and it provides pure component physical property data and binary coefficients for vapor-liquid calculations.
In order to instruct SuperPro Designer to use a different file for a given source database, select Availability, Passwords and Locations... on the Databanks menu to display the Databases: Availability Password & Locations Dialog. For example, if the full DIPPR database is available or if you want to use a different ‘User’ database file based on a file that somebody else created, you must specify its location through that dialog; for more details, see Database Registration.
All the components that will be used and referenced in a process model must be registered first. To register components (in other words, to make them available in your process model), select Pure Components } Register, Edit/View Properties on the Tasks menu. This will activate the dialog shown in .
Pure components ‘Nitrogen’, ‘Oxygen’, and ‘Water’ are registered automatically in every new process model and cannot be deleted. For this example process, you will need to add ‘Heptane’ to the list of registered pure components (shown on the RHS of this dialog) as well. To do that, you can either scroll down to it in the list of available pure components in the ‘Designer’ database (shown on the LHS of this dialog), or you can begin typing “Heptane” in the box above the list (as shown in ) and the database will automatically scroll to the correct location. Next, click Register ( ) . Alternatively, you may double click on ‘Heptane’ in the database listing and it will be added to your list of registered components.
) . Alternatively, you may double click on ‘Heptane’ in the database listing and it will be added to your list of registered components.
If a component is not available in the existing component libraries, you can click New ( ) on the ‘Registered Pure Components’ toolbar to create a new component for your process model. This will be automatically added to the list of registered components. For this process, you will need to create components ‘A’, ‘B’, and ‘C’. These components will represent the reactants and product of a simple reaction.
) on the ‘Registered Pure Components’ toolbar to create a new component for your process model. This will be automatically added to the list of registered components. For this process, you will need to create components ‘A’, ‘B’, and ‘C’. These components will represent the reactants and product of a simple reaction.
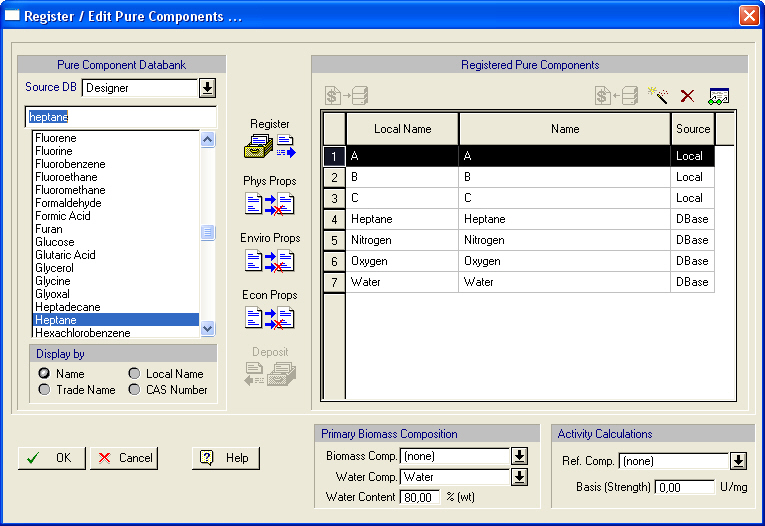
The Pure Component registration dialog box.
To create component ‘A’, click New ( ) and in the ‘New Component Definition’ dialog that appears (see The ‘New Component Definition’ dialog box.) fill-in the letter “A” for the ‘Name’ field. Notice that as you type, the contents of the ‘Name’ field are automatically copied to all other fields (‘CAS Number’, ‘Trade Name’, ‘Local Name’, ‘Formula’, and ‘Company ID’).
) and in the ‘New Component Definition’ dialog that appears (see The ‘New Component Definition’ dialog box.) fill-in the letter “A” for the ‘Name’ field. Notice that as you type, the contents of the ‘Name’ field are automatically copied to all other fields (‘CAS Number’, ‘Trade Name’, ‘Local Name’, ‘Formula’, and ‘Company ID’).
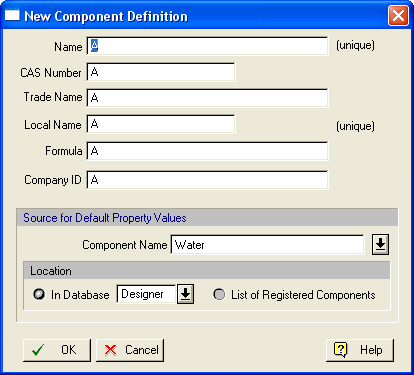
The ‘New Component Definition’ dialog box.
|
|
As far as the program is concerned, you do not need to have correct CAS Numbers, Formulas, etc. You just need to have something written in each of these six fields. The ‘Local Name’ is the one that appears in the reports and all the input/output dialog windows of the program. |
Notice that at the bottom of this dialog, you can choose to initialize the properties of the new component by copying them from some other database component or registered component. For this example, click OK to copy the properties of component ‘Water’ (which is available in the ‘Designer’ database) to component ‘A’.
After you have added component ‘A’ to your list of registered components, follow the same steps to add components ‘B’ and ‘C’. When you have completed this, you should edit some of the properties of these components. To access the properties of component ‘A’, double-click on that component in the list of registered pure components. Alternatively, you can highlight the component (by clicking on it once) and then click the Properties button ( ) on the ‘Registered Pure Components’ toolbar. This will bring up the ‘Pure Component Properties’ dialog box for component ‘A’. Through this dialog you can view or edit a component’s physical and environmental properties, cost data, and regulatory information.
) on the ‘Registered Pure Components’ toolbar. This will bring up the ‘Pure Component Properties’ dialog box for component ‘A’. Through this dialog you can view or edit a component’s physical and environmental properties, cost data, and regulatory information.
For the purposes of this example, the only physical parameter we will be concerned with is the molecular weight (MW). Please go to the ‘Physical (Constant)’ tab and change the MW of component ‘A’ to 150 g/gmol as shown in Editing the constant physical property values of component ‘A’ in the example.. Also, visit the ‘Economics’ tab and specify a purchasing price of $10/kg. Then click OK to close the dialog.
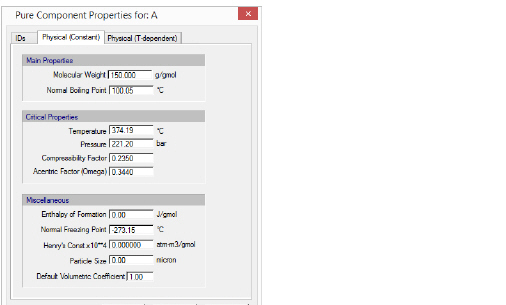
Editing the constant physical property values of component ‘A’ in the example.
Next, please visit the properties dialog for component ‘B’ and enter a MW of 25 g/gmol and a purchasing price of $15/kg. Also, visit the properties dialog for component ‘C’ and enter a MW of 175 g/gmol and a selling price of $200/kg. This completes your initialization of components for our simple example. Click OK on the pure component registration dialog box to save your changes.
|
|
To delete a registered pure component, highlight that component in the list of registered pure components and click Delete ( |
|
|
You can add a registered pure component which you have created or modified in your process file to the User databank. This will allow you to register that same component in other files as well (rather than having to manually re-create the component in other files). To add a component to the User databank, first select ‘User’ in the ‘Source DB’ drop-down list. Then highlight the registered component and click on the Deposit button:
|
|
|
The current version of SuperPro Designer does not make use of the Normal Freezing Point of pure components. The corresponding field entry, which can be found in the ‘Physical (Constant)’ tab of the ‘Pure Component Properties’ dialog, can be ignored. |
Mixtures are used to facilitate initialization of input streams in cases where certain raw materials (e.g., buffers) are consumed as mixtures. In order to register a mixture, click Stock Mixtures } Register, Edit/View Properties on the Tasks menu and follow the same steps as for registering pure components. Note that many of the specifications related to stock mixtures differ from the specifications for pure components. For more information on stock mixture specificationsStock Mixtures.
At this point, please save your file by clicking Save As from the File menu and giving your process model a descriptive name in the Windows ‘Save As’ dialog box that appears. In general, it is a good idea to save your work often in order to avoid having to redo work in the event of a program crash.
|
|
When working with large process files, it is a good habit to save several versions of your project under different names and it helps to include the date or some other version indicator in the saved case name. |
If the program does crash during its operation, there is possible that you will not be able to re-open the file you were most recently working on. In that case, you should try to open the backup versions of your file. Anytime you save a newer version of your file, SuperPro Designer will also save a backup copy of the previous version using a new file extension ‘.sp~’ (as opposed to a normal ‘.spf’ file). If the ‘.sp~’ backup file already exists, SuperPro Designer will first create a copy of that file using file extension ‘.s~~’ as a second backup.
To open a file, click Open from the File menu. This will bring up the Windows ‘Open’ dialog box. To open a backup file, simply go to the directory where you saved your original file, select the corresponding ‘.sp~’ or ‘.s~~’ backup file (select ‘All Files (*.*)’ in the ‘File Type’ field of the dialog box) and click the Open button.
Note that the corresponding file extensions for the original, backup, and second backup files in EnviroPro Designer are ‘.epf’, ‘.ep~’ and ‘.e~~’..
|
|
SuperPro Designer allows projects to be saved automatically at specific time intervals. To activate the auto-save functionality, first select Application Settings from the File menu. On the dialog that appears, click-on the Auto-Save checkbox and then specify the time interval. |
The first step in building a flowsheet is to add processing steps (unit procedures) to the process. A unit procedure is defined as a series of operations that take place within a piece of equipment. The types of operations available depend on the type of unit procedure you are using. As explained later in this chapter (see Initializing Unit Procedures), batch/semi-continuous (cyclical) unit procedures can contain one or more operations, whereas continuous unit procedures are equivalent to unit operations.
To add a unit procedure to the flowsheet, first select the desired unit procedure from the Unit Procedures menu. For our example, please select Batch Vessel Procedure } in a Reactor. Notice that after you select a unit procedure and move the mouse pointer to the flowsheet area, it changes to the ‘add step’ pointer ( ). This indicates that your next mouse click on the flowsheet will lay down the icon of the selected unit procedure in that location. Please click near the left side of the flowsheet to lay down the icon of the selected unit procedure. SuperPro Designer automatically adds a default procedure name (‘P-1’), host equipment name (‘R-101’) and procedure description (‘Vessel Procedure’) below the icon..
). This indicates that your next mouse click on the flowsheet will lay down the icon of the selected unit procedure in that location. Please click near the left side of the flowsheet to lay down the icon of the selected unit procedure. SuperPro Designer automatically adds a default procedure name (‘P-1’), host equipment name (‘R-101’) and procedure description (‘Vessel Procedure’) below the icon..
|
|
If you decide to abort the addition of the new unit procedure, you can simply hit the Esc key on your keyboard. |
|
|
If you wish to modify the default equipment name prefixes (e.g. ‘R’ for a Stirred Reactor (CSTR) vessel and ‘PFF’ for a Plate & Frame Filter), click Application Settings on the File menu and go to the ‘Prefixes’ tab. To edit the prefix of an equipment resource, highlight that equipment in the available list and click on the corresponding prefix. Through the same tab, you can also modify the default operation prefixes in the same manner; for more details, see Application Settings. |
After you have added a Batch Vessel Procedure in a Reactor to the flowsheet, please add a Plate and Frame Filtration Procedure by clicking Filtration } Plate and Frame Filtration on the Unit Procedures menu and then clicking somewhere to the right of the vessel procedure icon. Your flowsheet should now look something like this:
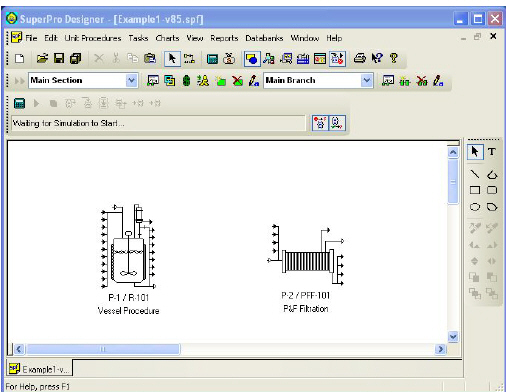
The example process with the Batch Vessel Procedure in a Reactor and Plate and Frame Filtration Procedure icons added
The following guidelines show how you can move or delete unit procedures in a flowsheet, and how you can cut or copy and paste unit procedures to a different location in the same flowsheet or in another flowsheet.
First, you need to select the desired unit procedure icon(s). You can select a single icon by clicking on it. You can select multiple icons by either dragging an enclosing rectangle around them, or by adding icons to the selection. To add an icon to the selection, click on it while holding down the Ctrl key. To remove an icon from the selection, Ctrl+Click on it again. To select an entire flowsheet, click Select All on the File menu or press Ctrl+A.
► To Move Unit Procedures...
1. Select the desired unit procedure icon(s).
2. Drag the selected icon(s) to the new location. If multiple icons are selected, you can drag any member of the selection and all icons will move simultaneously. You can use the arrow keys to move the selection one pixel at a time.
Note that when you move a unit procedure icon that has streams attached to it, all streams will move with it. If two unit procedures are connected through an intermediate stream and both the source and destination unit procedures move, then the stream will keep its structure intact and move with them. If one of the stream’s ends remains anchored while the other end is being moved, then the stream will adjust its first and/or last elbow to accommodate the change of location; for more details on streams, see Adding Streams.
► To Delete Unit Procedures...
1. Select the desired unit procedure icon(s).
2. Hit the Delete key on your keyboard or click Clear on the Edit menu. The selected unit procedure(s) will be erased.
|
|
When you delete a unit procedure, all streams attached to it will also be deleted. |
► To Cut or Copy and Paste Unit Procedures...
SuperPro Designer allows you to cut or copy unit procedures into the clipboard so that you can subsequently paste them to a different location, either in the same flowsheet or in another flowsheet. To do this:
1. Select the desired unit procedure icon(s).
2. To cut the icon(s), click Cut on the Edit menu (or press Ctrl+X). To copy the icons, click Copy on the Edit menu (or press Ctrl+C).
3. Move the mouse cursor to the desired area in the same flowsheet or in another flowsheet and click Paste on the Edit menu (or press Ctrl+V) to paste the icon(s).
The following restrictions apply to the use of the Cut, Copy and Paste features:
1. You cannot cut or copy and paste streams alone. Streams are placed onto the clipboard only if you use the mouse to drag an enclosing rectangle around the unit procedure(s) and its associated streams.
2. When pasting unit procedures into a flowsheet, you should be aware that certain features of the original unit procedures are not transferred into the newly created copy:
a) When you cut or copy a single unit procedure (without also selecting its attached streams), the attached streams are not included in the pasted set.
b) If the start time of the first operation of the pasted unit procedure was defined on a relative basis (e.g., with respect to the start or end of another operation in some other procedure), then the scheduling of the pasted procedure is reset to remove the coupling.
c) If the original unit procedure was sharing equipment with another procedure, the pasted procedure is reset to be executed in its own equipment.
In order to avoid the above shortcomings of copy-and-paste when including large fragments of a process (several unit procedures with their contained operations), users may want to take advantage of the “Insert File” feature (see Insert File Contents below).
3. Pasting streams and certain processing steps with component- and stock mixture- related specifications from one flowsheet to another is not possible unless all components and stock mixtures of the source process model exist in the destination process model as well. If that is not the case, the program will automatically expand the set of registered pure components and stock mixtures in the destination process to include the missing ones.
|
|
If you want to paste icons from the flowsheet into another application (e.g., a word processing application), please consult Chapter 14 (Exchanging Data with Other Apps). |
For users who build many process models, it is common to have certain activities repeat themselves in different models. For example, in order to remove impurities, a ‘standard’ chromatography sequence may be the preferred way within the organization. The chromatography sequence may include several cleaning/calibration steps (that engage multiple agents/buffers), and several more post-elution steps also engaging multiple buffers. All buffers are drawn from certain storage (holdup) vessels that are named appropriately. Of course, the timing of all those steps is important (but always the same with respect to the main “Loading Operation” of the column). If you wish to include this whole chromatography sequence at once in one or more other process models, it is advised to save just that in a separate file of its own and then in order to include it in your main process model, select Edit } Insert File... from the main menu. A file selection dialog will appear. Once the process file is selected, the application will await for you to click somewhere on the master process flowsheet to indicate where you wish to have the included steps be drawn. Once you click, a conflict resolution dialog (similar to what is showing in The conflict resolution dialog that appears after selecting a process file to insert in the current model.) will appear. The dialog will inform you about possible conflicts in:
a) Procedure, Stream and Equipment Names
b) Branch and Section Names
c) Resources (Heat Transfer Agents, Labor Types, Power Types, Storage Units, etc.)
and give you a chance to indicate how to resolve them. For example, if the inserted file contains procedures, equipment resource names or streams with names that currently already exist in the receiving process model, those names will be highlighted in red (see The conflict resolution dialog that appears after selecting a process file to insert in the current model.) and next to them a new name will be suggested that is unique in the receiving file and avoids the conflict. You can, of course, overwrite the suggested name with your own. .
|
|
If you intend to indeed use the same equipment resource (e.g. V-102) for the process fragment that is inserted, you will have to (temporarily) provide a new name (e.g. “V-102T”) and after the process fragment is inserted, you must visit the procedure(s) that utilize the newly named equipment resource (“V-102T”) and chose to share the existing “V-102” equipment resource. |
If the inserted file has only one branch the user can either select the destination branch or create a new branch. If it also has only one section in the one branch, he/she can select the destination section or create a new section, where the procedures will be assigned to. In the case where the inserted file has multiple branches, these will all be created in the destination file as well as their sections and procedures etc. And finally if the inserted file has multiple sections in one branch, then the user can select the destination branch where the sections will be created. Any section name conflicts that may exist will be automatically resolved and indicated by the red edit button next to the branch selection drop down list box  . Clicking on this button also gives the user the option to view and/or edit the section names.
. Clicking on this button also gives the user the option to view and/or edit the section names.
For resource conflict resolution, the strategy is a little more involved. The default strategy is to try and recognize if the resources referenced in the process fragment that is about to be inserted can be identified with an existing resource in the receiving file. For example, if the inserted fragment has operations engaging a heating agent named “HP Steam”, then first of all, the program will lookup the list of heat transfer agents in the receiving process model. If a similarly named agent does not exist, then it will automatically create a new agent and register it in the receiving model. If a same-name agent exists (“HP Steam”) then what the program does depends on the choice selected in the conflict resolution dialog. By default, the program will further investigate if the resource (heat transfer agent in this case) in the receiving model has “similar essential properties” as the resource used in the inserted fragment. In the case of a heat transfer agent, first of all it will demand that both agents are “Heating” or “Cooling” in nature and then that their supply and return temperatures are the same as well as their energy-to-mass factor is the same. If all “essential properties” are found to be the same, then it replaces the engagement of the resource in the receiving document with the existing resource.
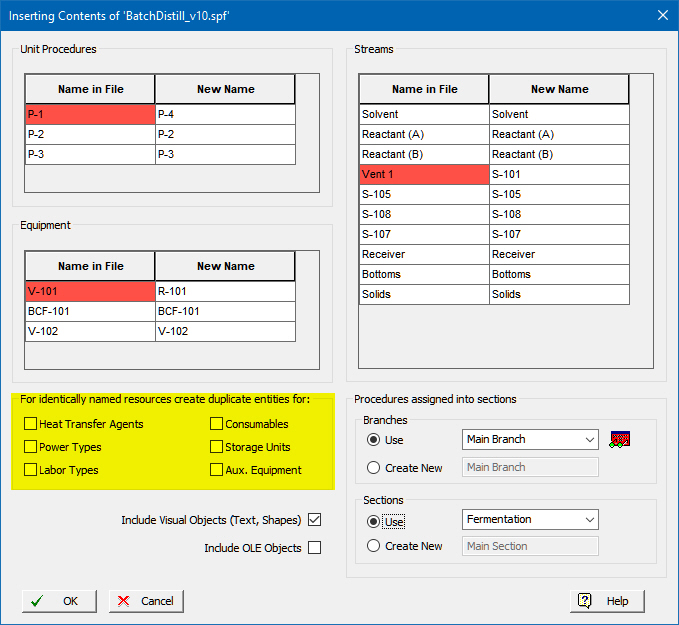
The conflict resolution dialog that appears after selecting a process file to insert in the current model.
If the identification of “essential properties” fails, then if the user has given permission in the conflict resolution dialog (checked the appropriate box for that resource type in the bottom left - yellow highlighted area - of the dialog), the program will still do the replacement. If not, then a new resource will be created with a new, unique name (typically the same name as original resource plus a digit at the end like 1, 2, etc.). That new resource will be automatically registered in the receiving process model and substituted in the inserted fragment wherever the original, conflicting resource was utilized. For example, in the case of the heat transfer agent “HP Steam” mentioned previously, if the receiving model already has an agent named “HP Steam”, but its properties don’t match with the agent engaged in the fragment that is about to be inserted, then if the “Heat Transfer Agent” check box is NOT checked, a new agent named “HP Steam-1” will be created and it will be used everywhere “HP Steam” was used in the inserted procedures/operations. If the check box IS checked, then the existing “HP Steam” will be used but now, the behavior of the inserted fragment may be different (e.g. the demand for agent may change if the mass-to-energy factor is different).
|
|
The list of ‘essential properties’ that need to be similar for each resource is different and they never include cost values: for heat transfer agents, the essential properties are the supply and return temperature and the mass-to-energy-factor; for power types it is the voltage; for labor types none; for consumables, their category; for receiving storage units, none; for source storage units, the ingredient supplied. |
Sections that have been allocated to sites as well as site resources used in operations or equipment in those sections, will be inserted with their allocation information in the following manner: Allocated sections will be transfered over as allocated if they are created as a new section in the destination file. Any site resources used in this section will be created in the destination file if they don’t already exist by name and the same allocation info. Allocated equipment will remain allocated if inserted in a section which is allocated to the same site as the source section.
Oftentimes, icons representing unit procedures, may have dedicated ports, such as ‘Feed’, ‘Vent (Emissions)’, ‘Cake Removal’, ‘Filtrate Removal’, etc. These ports may only be used to receive or produce material for a specific purpose that depends on the type of unit procedure (or the host equipment resource). To see which ports are dedicated to each function, you can look up a description in the program’s help system. Sometimes you are faced withe a dialog and you may not be familiar with all the options offered. Or, you may simply want to find out what a given menu option is all about. To answer these (and many other questions that may come as you engage with this application) you can open the application’s
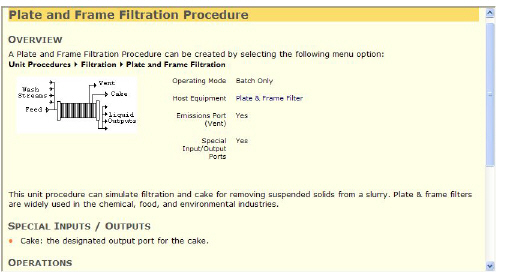
The help topic for the Plate and Frame Filtration Procedure.
help interface. There are three main ways to use the Help system:
a) Select the Help } Table of Contents... option and search for a topic you want to learn
b) Hit F1 to get context-sensitive help; for instance, select a procedure’s icon, and then hit F1 to get a screen with the description of its input / output ports. While in the midst of viewing a dialog, hit F1 to see descriptive text about the variables displayed and how they are used; while viewing a warning/error message, select on the Help ( ) for detailed explanation about the warning/error and how to eliminate it.
) for detailed explanation about the warning/error and how to eliminate it.
c) click Help ( ) on the Main toolbar and then click on the unit procedure icon or button or toolbar that you want to learn more about.
) on the Main toolbar and then click on the unit procedure icon or button or toolbar that you want to learn more about.
At this point, please open the Help file for the Plate and Frame Filtration Procedure. A portion of that file is shown in The help topic for the Plate and Frame Filtration Procedure.. Notice that dedicated ports of the host equipment (Plate & Frame Filter) are labeled next to its icon. The Help file for each unit procedure also contains a general description, links to its operation models and to the host equipment, and much more.
After you add a unit procedure to the process flowsheet, you can add streams. There are three types of streams:
● feed (input) streams,
● intermediate streams, and
● product (output) streams.
Feed (input) streams do not have a source unit procedure and in batch processing they are mainly utilized by charge operations. Intermediate streams connect two unit procedures and they are used to transfer material from the source to the destination unit procedure. Product (output) streams do not have a destination unit procedure. All streams are automatically identified with a stream tag.
In order to add streams to the flowsheet, you must first click Connect Mode ( ) on the Main toolbar. When you do this and return to the flowsheet, the mouse pointer changes to the ‘add stream’ pointer (
) on the Main toolbar. When you do this and return to the flowsheet, the mouse pointer changes to the ‘add stream’ pointer ( ) to indicate that you are in ‘Connect Mode’ (as opposed to ‘Select Mode’). Then you can add feed, intermediate, and product streams as described below:
) to indicate that you are in ‘Connect Mode’ (as opposed to ‘Select Mode’). Then you can add feed, intermediate, and product streams as described below:
► To Add a Feed (or Process Input) Stream...
1. Click on an empty area in the flowsheet to initiate drawing of the stream. Notice that as you move the mouse pointer over the inlet and outlet ports, it changes to a ‘port’ pointer ( ).
).
2. Move the mouse pointer over the desired inlet port of the destination unit procedure and once the ‘port’ pointer is displayed click on the port to terminate the stream line. SuperPro Designer automatically draws the feed stream symbol at the beginning of the stream and labels the stream.
► To Add an Intermediate Stream...
1. Move the mouse pointer over the desired outlet port of the source unit procedure and once the ‘port’ pointer is displayed click on the port to initiate drawing of the stream.
2. Move the mouse pointer over the desired inlet port of the destination unit procedure and once the ‘port’ pointer is displayed click on the port to terminate the stream line. SuperPro Designer automatically labels the stream.
► To Add a Product (or Process Output) Stream...
1. Move the mouse pointer over the desired outlet port of the source unit procedure and once the ‘port’ pointer is displayed click on the port to initiate drawing of the stream.
2. Double-click on an empty area of the flowsheet to terminate the stream. SuperPro Designer automatically draws the product stream and labels the stream.
Note that between initiation and termination of a stream, you may optionally click at intermediate points on the screen to create right angle bends. This permits customizing of the stream route and flexibility in flowsheet design. You can cancel the stream-drawing process at any time by simply hitting the Esc key on your keyboard. Then you can restart the stream-drawing process by clicking Connect Mode ( ) again on the Main toolbar. To delete a stream, simply select it (by clicking on it) and press the Delete key on your keyboard.
) again on the Main toolbar. To delete a stream, simply select it (by clicking on it) and press the Delete key on your keyboard.
At this point, please add the feed, intermediate, and product streams to your example process. Your flowsheet should now look like the one shown in The example process flowsheet with streams added.:
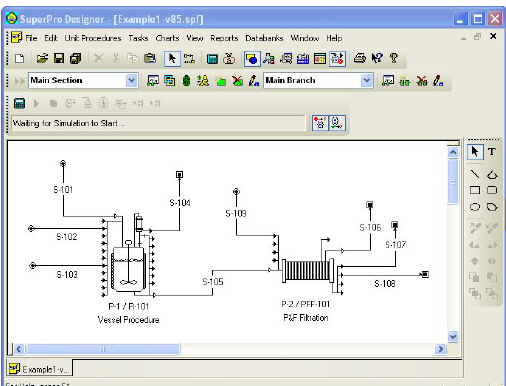
The example process flowsheet with streams added.
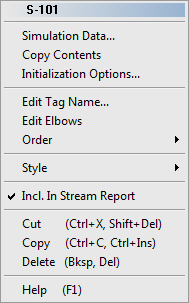
When SuperPro Designer is in ‘Select Mode’ and the mouse pointer is over a stream line, it changes to a ‘menu’ pointer ( ) to indicate the availability of a stream context menu (see The stream context menu.). This menu can also be displayed by right-clicking on a stream line.
) to indicate the availability of a stream context menu (see The stream context menu.). This menu can also be displayed by right-clicking on a stream line.
Through the stream context menu, you can view or edit (in the case of input streams) the composition, flowrate, and other stream properties using item Simulation Data, select different stream initialization options using item Initialization Options, change the tag name (label) of the stream using item Edit Tag Name, adjust the elbows of the stream line using item Edit Elbows, edit the stream style (e.g., label and line color, line thickness, etc.) using item Edit Style, etc. Note that double-clicking on a stream line is equivalent to clicking Simulation Data on the stream’s context menu.
At this point, please right-click on input stream ‘S-101’ of the vessel procedure ‘P-1’ and click Edit Tag Name on the stream’s context menu. Change the name of the stream to ‘Heptane’ and click OK. Then, right-click on the ‘Heptane’ stream line and click Style } Edit Style to display the ‘Stream Style’ dialog
.
In the ‘Stream Line’ tab of this dialog (see The ‘Stream Line’ tab of the ‘Stream Style’ dialog box.), click Pen Color ( ) on the ‘Stream Line’ toolbar and change the color to blue. Also click Pen Size (
) on the ‘Stream Line’ toolbar and change the color to blue. Also click Pen Size ( ) on the same toolbar and change the size to 2 pixels.
) on the same toolbar and change the size to 2 pixels.
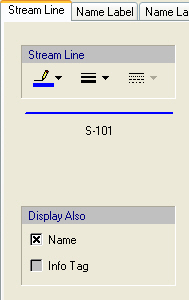
The ‘Stream Line’ tab of the ‘Stream Style’ dialog box.
Now, switch to the ‘Name Label’ tab. Click Font Color ( ) on the ‘Color / Font’ toolbar and change the color to teal. Also, click Font (
) on the ‘Color / Font’ toolbar and change the color to teal. Also, click Font ( ) on the same toolbar and change the font style to bold and the font size to 12. Then click the ‘Name Label: Location’ tab, change the segment preference to ‘Vertical Near Source’ and click OK.
) on the same toolbar and change the font style to bold and the font size to 12. Then click the ‘Name Label: Location’ tab, change the segment preference to ‘Vertical Near Source’ and click OK.
Next, please change the name of stream ‘S-106’ (the stream that is connected to the dedicated cake removal port of the Plate & Frame Filter) to ‘Cake’. Also, apply the style of the ‘Heptane’ stream to the ‘Cake’ stream and to the intermediate stream ‘S-105’ using the shortcut method described below:
► To Apply the Style of a Stream to Several Other Streams...
1. Right-click on the source stream line (e.g., the ‘Heptane’ stream in the example) and click Style } Pickup Style.
2. Right-click on the desired target stream line(s) (e.g. the ‘Cake’ and ‘S-105’ streams in the example) and click Style } Apply Style.
After applying these changes, your streams should look something like this:
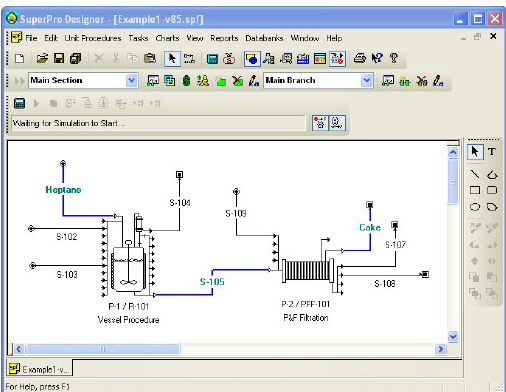
The example process flowsheet after the names and styles of streams have been changed.
For more information on stream drawing, see Classification of Input and Output Streams.
As a process model evolves by gradually adding procedures, operations, streams, etc., one may wish to cancel the last (or several last) modification(s) applied and have the flowsheet return at a previous level. In a similar manner, it is possible that, after returning the state of the flowsheet to a previous level, a user wishes to restore the last (or several last) modifications that were undone.
The program offers the option to ‘Undo’ an action by either selecting Edit } Undo from the main menu, or by simply clicking on the counter-clockwise pointing arrow on the main toolbar ( ). The ‘Redo’ action can be triggered by selecting Edit } Redo from the main menu, or by clicking on the clockwise pointing arrow on the main toolbar (
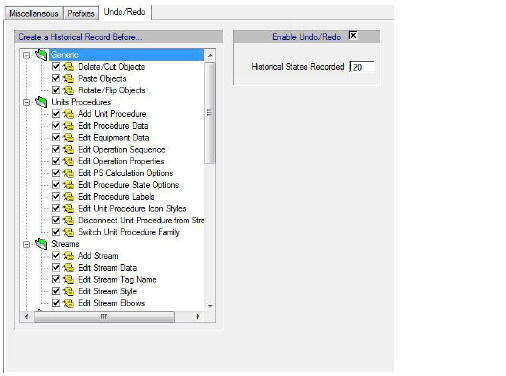
). The ‘Redo’ action can be triggered by selecting Edit } Redo from the main menu, or by clicking on the clockwise pointing arrow on the main toolbar ( ). It is also possible to undo or redo a set of actions: by clicking on the down arrow next to the respective undo or redo button, a list appears with the last recorded actions. Selecting an action from that list will restore the flowsheet to the ‘historical state’ just after that action was performed. The program will keep a record (‘historical state’) of the flowsheet after almost every modification, however, certain actions like for instance the relocation of procedure icons or shapes are excluded. To view and modify the list of actions after which a record will be kept by the program select File } Application Settings and then visit the Undo/Redo tab (see The Undo/Redo options Tab.). Notice that by default, the program will keep the last 20 flowsheet records in memory but that number can also be customized from the same tab.
). It is also possible to undo or redo a set of actions: by clicking on the down arrow next to the respective undo or redo button, a list appears with the last recorded actions. Selecting an action from that list will restore the flowsheet to the ‘historical state’ just after that action was performed. The program will keep a record (‘historical state’) of the flowsheet after almost every modification, however, certain actions like for instance the relocation of procedure icons or shapes are excluded. To view and modify the list of actions after which a record will be kept by the program select File } Application Settings and then visit the Undo/Redo tab (see The Undo/Redo options Tab.). Notice that by default, the program will keep the last 20 flowsheet records in memory but that number can also be customized from the same tab.
Each unit procedure added to the process has its own operating mode setting. This can be either:
● batch/semi-continuous, or
● continuous.
Batch/semi-continuous (cyclical) unit procedures can contain one or more operations, whereas continuous unit procedures are equivalent to unit operations. There are unit procedures that are inherently batch/semi-continuous (e.g., the Batch Vessel Procedure in a Reactor employed in this example) and can only be operated in batch/semi-continuous mode. You can have batch/semi-continuous unit procedures in continuous process plants. Other unit procedures are inherently continuous (e.g., the Pumping by a Centrifugal Pump Procedure unit procedure which is available by clicking Transport (near) } Liquids } Centrifugal Pump on the Unit Procedures menu). By default, these can be operated in either mode. Thereby, you can have continuous unit procedures in batch process plants. Note that the operating mode of inherently continuous unit procedures is initially set to batch/semi-continuous in batch process plants and continuous in continuous process plants.
You can access or modify (where both options are available) the operating mode of a unit procedure through its context menu. Please right-click on a unit procedure icon on your flowsheet to bring up its context menu. .
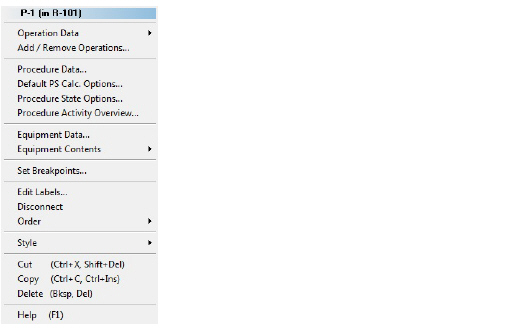
The context menu of the Batch Vessel Procedure in a Reactor in the example.
The context menu of vessel procedure ‘P-1’ is shown in The context menu of the Batch Vessel Procedure in a Reactor in the example.. To view the operating mode setting of a unit procedure, click Procedure Data. This will display the ‘Procedure Data’ dialog for that unit procedure. The operating mode specifications can be found in the ‘Scheduling’ tab of that dialog; for more details on the operating mode of unit procedures, see Chapter 5 (Procedures & Operations). The meaning of each item in the context menu of a unit procedure is explained below:
● The Operation Data item allows you to access or modify the simulation parameters of the operations that have been added to the unit procedure. Note that this item is not available if no operations have been added to the unit procedure. If the unit procedure contains a single operation, clicking on this menu item will bring up the ‘Operation Data’ dialog for that operation. If it contains more than one operations, clicking on this menu item or simply moving the mouse pointer over it will bring up a drop-down list of all added operations. Clicking on an operation in that list will bring up its ‘Operation Data’ dialog.
● The Add/Remove Operations item allows you to add/remove operations to/from the unit procedure and change the sequence in which these operations are executed. This item is only available for unit procedures that are operated in batch/semi-continuous mode.
● The Procedure Data item allows you to access or modify the simulation parameters of the unit procedure, such as the operating mode (continuous or batch/semi-continuous) as well as additional scheduling, throughput analysis and debottlenecking information.
● The Default PS Calc Options item allows you to set the default physical state properties of pure components for all operations in the procedure. Note that it is also possible to globally-specify the default physical state options for all procedures in the flowsheet by right-clicking an open area of the flowsheet, selecting the PS Calculation Options menu, and specifying the desired shortcut or rigorous options in the relevant sub-menu.
● The Procedure State Options item allows you to access or modify physical state properties of pure components during each individual operation. Specifications made in this dialog will override the default specifications set in the Default PS Calc Options dialog. For more information on the selection of physical state options, please refer to chapter Physical State Calculation Options.
● Through the Procedure Activity Overview item, you can view a summary of scheduled operations, processed material, and equipment contents during the execution of the unit procedure.
● The Equipment Data item allows you to access or modify the simulation parameters of the host equipment, such as sizing, costing, and scheduling information.
● The Equipment Contents item allows you to access or modify the initial equipment contents, and also view a summary of the thermodynamic properties and composition of the equipment contents during the execution of the unit procedure.
● The Set Break Points item allows you to place stops in the sequential solution of mass and energy balances. This is normally used for troubleshooting in large or complex process simulations.
● The Edit Labels item allows you to change the name of the unit procedure, the name of the host equipment and the description of the unit procedure. For example, you can change the default unit procedure name (‘P-1’), equipment name (‘R-101’) and unit procedure description (‘Vessel Procedure’) for the vessel procedure in this example.
● The Disconnect item deletes all streams connected to the unit procedure.
● The Flip (reverse flow direction) item allows you to change the flow direction of the unit procedure icon from left-to-right (default) to right-to-left and vice versa. You can also do that by clicking Flip Horizontally ( ) on the Visual Objects Toolbar (see Visual Objects Toolbar). Note that this option is only available when the unit procedure does not have any streams attached to it.
) on the Visual Objects Toolbar (see Visual Objects Toolbar). Note that this option is only available when the unit procedure does not have any streams attached to it.
● The Order item forces the unit procedure icon to appear behind or in front of other icons, text, etc.
● The Style item allows the user to edit such things as the icon color, the tag name color and font, etc.
● The Cut, Copy, and Delete items perform the tasks described by their names.
● The Help (F1) item provides access to the Help file of the unit procedure.
The next step toward initialization of unit procedures is to add relevant operations to each unit procedure. This step is generally required for unit procedures that are operated in batch/semi-continuous mode. For convenience, some inherently batch/semi-continuous unit procedures may initially contain one or more operations when added to the process (e.g., the Plate and Frame Filtration Procedure used in this example initially has a Cloth Filtration operation). An equivalent operation is always added to unit procedures that are inherently continuous, when these are added to the process (e.g., the Pumping by a Centrifugal Pump Procedure unit procedure will contain a Pumping (by Centrifugal Pump) operation).
In order to add operations to a unit procedure that is operated in batch/semi-continuous mode, you can either:
● double-click on a unit procedure icon, or
● right-click on the unit procedure icon and select Add / Remove Operations from the context menu of that unit procedure. Note that this menu item is only available for unit procedures that are operated in batch/semi-continuous mode.
Either action will bring up the ‘Operation Sequence’ dialog (see Adding operations to the Batch Vessel Procedure in a Reactor in the example.) for the selected unit procedure.
|
|
Double-clicking on a continuous unit procedure (e.g., a Pumping by a Centrifugal Pump Procedure unit procedure added to a continuous process plant) brings up the dialog window of its operation instead of the ‘Operation Sequence’ dialog. Essentially, a unit procedure that is operated in continuous mode behaves like a single operation. |
At this point, please open the ‘Operation Sequence’ dialog for the vessel procedure (‘P-1’) in the example. Add a Charge operation to the operation sequence for this unit procedure by double-clicking this item in the list of available operations. Alternatively, you can highlight this item and click Add ( ) to add the new operation at the end of the operation sequence or Insert (
) to add the new operation at the end of the operation sequence or Insert ( ) to insert the new operation before the highlighted operation in the operation sequence. To delete an operation from the operation sequence, select it and click Delete (
) to insert the new operation before the highlighted operation in the operation sequence. To delete an operation from the operation sequence, select it and click Delete ( ) on the available toolbar. If you add an operation in the wrong order, you can change its position in the operation sequence using the Move Up (
) on the available toolbar. If you add an operation in the wrong order, you can change its position in the operation sequence using the Move Up ( ), Move Down (
), Move Down ( ), Move to Top (
), Move to Top ( ), and Move to Bottom (
), and Move to Bottom ( ) buttons on the same toolbar.
) buttons on the same toolbar.
Notice that the charge operation is initially named ‘CHARGE-1’ when it is added to the operation sequence. Double-click that item (or highlight that item and click Rename ( ) on the available toolbar) and change the name of the added charge operation to ‘Charge Solvent’. Now, add two more Charge operations, a ‘React (Stoichiometric)’ (Batch Stoichiometric Reaction) operation, and a Transfer Out operation, to the operation sequence. Rename these operations to ‘Charge Reactant A’, ‘Charge Reactant B’, ‘React’ and ‘Transfer to PFF-101’, respectively, so that your dialog box looks like the one shown in Adding operations to the Batch Vessel Procedure in a Reactor in the example.. Then click OK to return to the process flowsheet.
) on the available toolbar) and change the name of the added charge operation to ‘Charge Solvent’. Now, add two more Charge operations, a ‘React (Stoichiometric)’ (Batch Stoichiometric Reaction) operation, and a Transfer Out operation, to the operation sequence. Rename these operations to ‘Charge Reactant A’, ‘Charge Reactant B’, ‘React’ and ‘Transfer to PFF-101’, respectively, so that your dialog box looks like the one shown in Adding operations to the Batch Vessel Procedure in a Reactor in the example.. Then click OK to return to the process flowsheet.
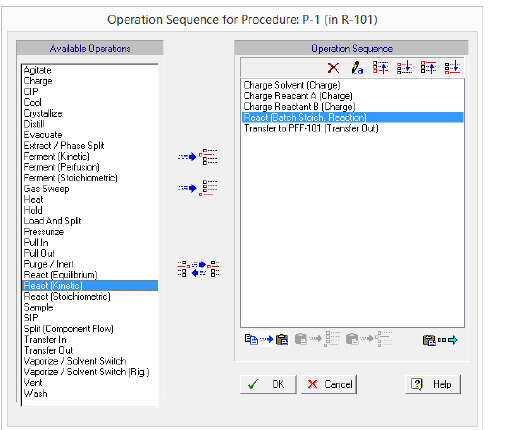
Adding operations to the Batch Vessel Procedure in a Reactor in the example.
Subsequently, please open the ‘Operation Sequence’ dialog for the filtration procedure (‘P-2’) in the example. Notice that this unit procedure has a ‘Filter’ (Cloth Filtration) operation (named ‘FILTER-1’) added to its operation sequence by default. Use the same method as before to add a ‘Wash Cake’ (Cake Wash) operation (named ‘CAKE-WASH-1’) and a Transfer Out operation (named ‘TRANSFER-OUT-1’) to the operation sequence. You can keep the default names for these operations.
The next step is to initialize the operations added to the two unit procedures as described below.
Please right-click on the vessel procedure (‘P-1’) to bring up its context menu and click Operation Data } Charge Solvent (Charge). This will bring up the ‘Operation Data’ dialog for the ‘Charge Solvent’ operation. Through this dialog, you can access or modify the simulation data for an operation, such as the operating conditions, scheduling data, emission specifications, and labor-related information. This data is grouped into several tabs. Note that different tabs may be available for different operations. The operating conditions (‘Oper. Cond’s’) tab for the ‘Charge Solvent’ operation of this example is shown in The ‘Oper. Cond’s’ tab for the first Charge operation (‘Charge Solvent’) in procedure ‘P-1’.
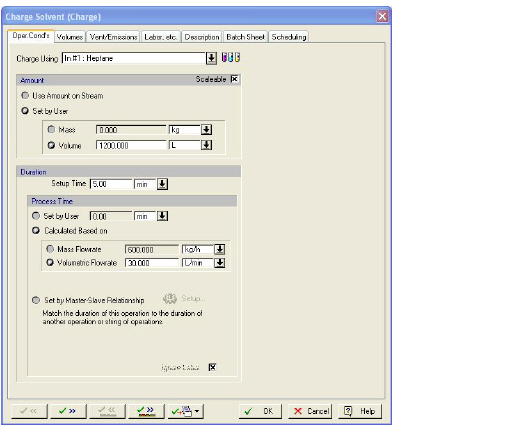
The ‘Oper. Cond’s’ tab for the first Charge operation (‘Charge Solvent’) in procedure ‘P-1’.
To initialize the operating conditions for the ‘Charge Solvent’ operation, you begin by selecting the charge stream for this operation. Use the ‘Charge Using’ drop-down list at the top of the tab to select the stream which you renamed ‘Heptane’ earlier in this section. Then click on the View/Edit Stream Composition and/or Amount ( ) button next to the drop-down list in order to access the simulation data dialog for that stream (see The simulation data dialog for the ‘Heptane’ stream.) and specify its composition. To add ‘Heptane’ to the stream, double-click on the corresponding item in the ‘Registered Ingredients’ listing for that stream.
) button next to the drop-down list in order to access the simulation data dialog for that stream (see The simulation data dialog for the ‘Heptane’ stream.) and specify its composition. To add ‘Heptane’ to the stream, double-click on the corresponding item in the ‘Registered Ingredients’ listing for that stream.
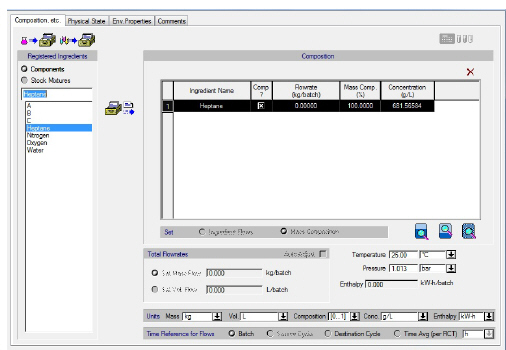
The simulation data dialog for the ‘Heptane’ stream.
|
|
When a stream has been assigned to an operation, shift-clicking on it will bring up a pop-up dialog that displays the mass flow of the stream as well as the respective operation name. |
Please note the following with respect to the simulation data dialog of streams:
1. You can charge multiple components in the same stream if you wish. To do this, simply add additional component names from the ‘Registered Ingredients’ listing. If the ‘Ingredient Flows’ option is selected, you can specify the corresponding amounts of added ingredients. The computer will automatically calculate the mass (%) and concentration (g/L or mole/L) of each ingredient, the stream’s density (if it is not set by the user), the volumetric flowrate and the activity of the stream. If the ‘Mass Composition’ option is selected, you can specify the total mass or volume flow and the mass (%) of each component. You may also select units for entry and display.
2. In addition to pure components, stock mixtures can be fed (or “charged”) into a process step using an input stream. To add a stock mixture to the stream, select the ‘Stock Mixtures’ option for registered ingredients and follow the same guidelines as for adding components.
3. The pure components (or stock mixtures) that are shown in the list on the left hand side of this dialog are the ones that were added to the project through the Pure Component (or Stock Mixture) registration dialogs (see section Registering (Pure) Components and Mixtures). If there are additional pure components or stock mixtures that are required for this stream, they may be added to the project by clicking the Register Pure Components ( ) or Register Stock Mixtures (
) or Register Stock Mixtures ( ) buttons in the upper left corner of the dialog. Once the additional components are added to the project, they may be selected and added to the stream.
) buttons in the upper left corner of the dialog. Once the additional components are added to the project, they may be selected and added to the stream.
4. As an alternative to going through the simulation data dialogs of operations to edit stream properties, you can initialize and edit input streams directly from the flowsheet itself. To do this, double-click on a stream (or right-click on a stream and click Simulation Data from the context menu of that stream). This will bring up the same dialog box as the one shown in The simulation data dialog for the ‘Heptane’ stream.. Note that only the feed (input) streams of the flowsheet need to be specified. The flowrates and compositions of intermediate and output streams are calculated by the program. However, the user can specify the physical state properties of these streams.
5. For biotech processes, the extracellular percentage (‘Extra-Cell %’) of an ingredient represents the fraction of that ingredient in the bulk solution (as opposed to inside the cell). Note that for the Extra-Cell % column to appear in a stream’s simulation data dialog, a specific Primary Biomass component must first be chosen within the pure component registration dialog (see ). For more information on this topic, please refer to the β-Galactosidase example (see section The b-Galactosidase Process).
6. If the plant operation mode is batch, all flowrates are reported on a per-batch basis (or per cycle of source or destination process step). If the process plant is set to operate in continuous mode, then all flowrates are reported on a per-hour basis. The choice for mass units can be made from each stream’s dialog. This choice overwrites the default choices of physical units for the whole process as specified by selecting Process Options } Physical Units Options on the Edit menu.
7. The ‘Environmental Properties’ tab of a stream’s simulation data dialog displays the concentrations and daily throughputs of the environmental and aqueous properties of the stream (TOC, CaCO3, TP, TKN, COD, ThOD, BOD5, BODu, etc). All values are for display only and cannot be edited by the user through this dialog box. However, the environmental properties of the pure components contained in that stream (which contribute to the above stream properties) can be edited by selecting Pure Components } Register, Edit/View Properties on the Tasks menu. To edit the environmental properties of a pure component, double-click on the desired component in the list of registered pure components and in the dialog that comes up click the ‘Aqueous’ tab.
For more details on streams and their properties, see Chapter 4 (Streams).
After you have specified the composition of the ‘Heptane’ stream, click OK to return to the operating conditions tab for the ‘Charge Solvent’ operation. Then, specify the amount of material that is going to be charged (1200 L). Notice that there are several ways that the duration of this operation can be specified. For this example, change the setup time of your charge to 5 minutes and set the volumetric flowrate to 30 L/min so that your tab looks like the one shown in The ‘Oper. Cond’s’ tab for the first Charge operation (‘Charge Solvent’) in procedure ‘P-1’..
|
|
To enter a new value in different units than the ones selected you must first change the units prior to entering the new value.This is necessary since the units selection list acts as a unit converter, and changing the units will automatically convert the existing value to the selected units. |
Please also visit the ‘Volumes’, ‘Vent/Emissions’, ‘Labor etc’, and ‘Scheduling’ tabs to see what they contain. A brief description of each of these tabs follows:
● ‘Volumes’ tab: Through this tab, the user can specify the maximum and minimum allowable working / vessel volume for this operation (i.e., by the end of the charge operation the vessel should not be more than 90 % full). In ‘Design Mode’ this is taken into account for sizing the equipment. In ‘Rating Mode’, the program makes sure that a vessel is not overfilled or the level does not drop below the agitator level.
● ‘Vent/Emissions’ tab: Through this tab, the user can specify which volatile organic compounds (VOCs) will be emitted, whether a sweep gas will be used (for emissions associated with reaction and crystallization operations), and what temperature the vent condenser should be set at. SuperPro Designer is equipped with VOC emission models that are accepted by EPA. For more details, see Chapter 10 (Emissions).
● ‘Labor, etc.’ tab: Here the user can specify labor requirements and auxiliary utilities.
● ‘Scheduling’ tab: The is the right-most tab of all batch unit procedures. Through this tab, the user can specify the start time and duration for an operation. Note that no scheduling information is required for unit procedures that are operated in continuous mode.
Depending on the complexity of an operation, additional tabs may be used to display other pertinent variables.
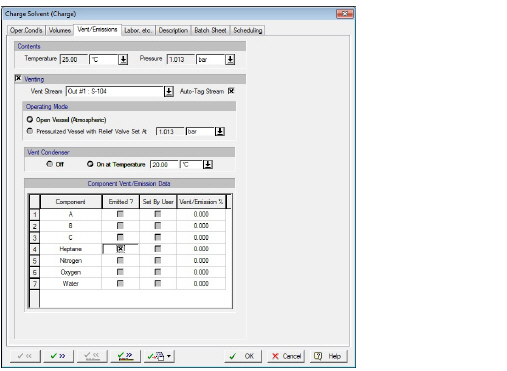
The ‘Vent/Emissions’ tab for the first Charge operation (‘Charge Solvent’) in procedure ‘P-1’.
For the heptane charge in your example process (‘Charge Solvent’), please switch to the ‘Vent/Emissions’ tab and click the ‘Venting’ box (see The ‘Vent/Emissions’ tab for the first Charge operation (‘Charge Solvent’) in procedure ‘P-1’.). By default, the port that is connected to stream ‘S-104’ is selected as the venting port.
Next, turn on the Vent Condenser at 20 degrees C. Then check the ‘Emitted ?’ box next to the ‘Heptane’ component. After the simulation, please remember to visit the simulation data dialog of stream ‘S-104’ and check the amount of emitted ‘Heptane’. Note that for particulates and other components for which emission models are not available, the user can directly specify the emission percentage. For this operation, leave all the default values for the ‘Volumes’, ‘Labor, etc.’ and ‘Scheduling’ tabs.
Next, click OK, Next Operation ( ) on the simulation data dialog to move to the second Charge operation (named ‘Charge Reactant A’) in this unit procedure. For this operation, use stream ‘S-102’ to add 50 kg of material ‘A’ to the reactor (remember to visit the stream’s simulation data dialog and add material ‘A’ to the stream). Also, specify a 5 minute setup time, select the ‘Set by User’ process time option and set the process time equal to 20 minutes (see The ‘Oper. Cond’s’ tab for the 2nd Charge operation (‘Charge Reactant A’) in procedure ‘P-1’.). Keep the default values for the other tabs.
) on the simulation data dialog to move to the second Charge operation (named ‘Charge Reactant A’) in this unit procedure. For this operation, use stream ‘S-102’ to add 50 kg of material ‘A’ to the reactor (remember to visit the stream’s simulation data dialog and add material ‘A’ to the stream). Also, specify a 5 minute setup time, select the ‘Set by User’ process time option and set the process time equal to 20 minutes (see The ‘Oper. Cond’s’ tab for the 2nd Charge operation (‘Charge Reactant A’) in procedure ‘P-1’.). Keep the default values for the other tabs.
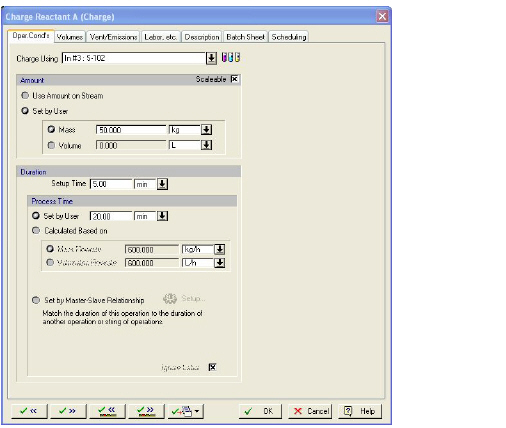
The ‘Oper. Cond’s’ tab for the 2nd Charge operation (‘Charge Reactant A’) in procedure ‘P-1’.
Then, click OK, Next Operation again to move to the final Charge operation (named ‘Charge Reactant B’). For this operation, use stream ‘S-103’ to add 40 kg of material ‘B’. Also, change the setup time to 5 minutes, select the ‘Set by User’ process time option and set the process time equal to 30 minutes (see The ‘Oper. Cond’s’ tab for the 3rd Charge operation (‘Charge Reactant B’) in procedure ‘P-1’.). Again, keep the default values for the other tabs.
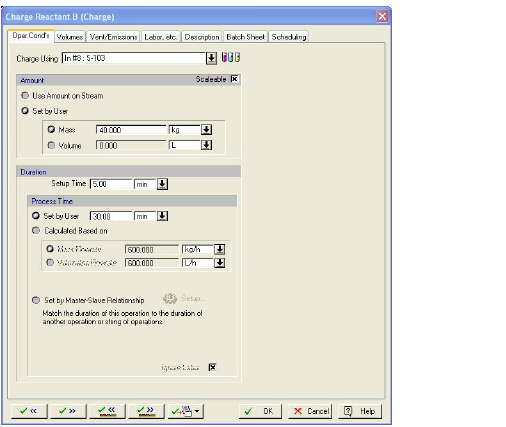
The ‘Oper. Cond’s’ tab for the 3rd Charge operation (‘Charge Reactant B’) in procedure ‘P-1’.
Click OK, Next Operation once more to move to the Batch Stoichiometric Reaction operation (named ‘React’). Notice that the ‘Oper. Cond’s’ tab is different for this operation than it was for the charge operations. Also, two additional tabs are present. These include a ‘Fed Batch’ tab that contains specification options for fed-batch supply of reactants, and a ‘Reactions’ tab where the reaction parameters will be specified. From the operating conditions tab, ensure the final temperature is specified as 25oC and set the reaction time equal to 6 hours. If ‘Chilled Water’ is not already specified as the heat transfer agent, select it by clicking the ‘Agent’ drop-down list box and double-clicking on ‘Chilled Water’ in the ‘Heat Transfer Agents’ drop-down listing that pops up (see The ‘Oper. Cond’s’ tab for the Batch Stoichiometric Reaction operation in procedure ‘P-1’.). Keep the default values of all other parameters in this tab.
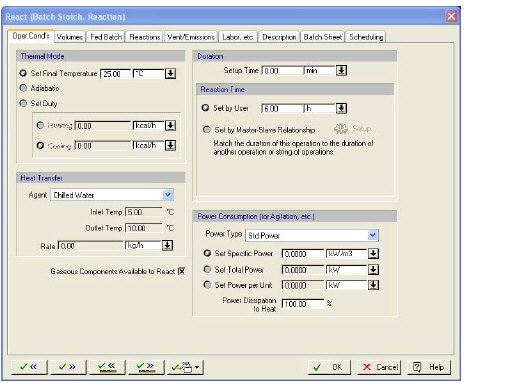
The ‘Oper. Cond’s’ tab for the Batch Stoichiometric Reaction operation in procedure ‘P-1’.
Next, moving to the ‘Volumes’ tab, notice that you can specify a maximum and minimum working-to-vessel volume ratio. Verify that the ‘Max Allowable Working/Vessel Volume’ is set to 90%. Then move to the reactions tab (see The ‘Reactions’ tab for Batch Stoichiometric Reaction operation ‘React’ in procedure ‘P-1’.).
In this tab, you will need to specify the parameters describing a reaction in which a molecule of reagent (A) combines with a molecule of reagent (B) to form a molecule of product (C):
|
|
|
To enter this, click Edit Stoichiometry ( ) to bring up the ‘Stoichiometry Balance’ dialog for Reaction #1 (see The ‘Stoichiometry Balance’ dialog box for the reaction of the example.). Introduce the reactants (pure components ‘A’ and ‘B’) and the product (pure component ‘C’) using the Add a Reactant and Add a Product toolbar buttons (
) to bring up the ‘Stoichiometry Balance’ dialog for Reaction #1 (see The ‘Stoichiometry Balance’ dialog box for the reaction of the example.). Introduce the reactants (pure components ‘A’ and ‘B’) and the product (pure component ‘C’) using the Add a Reactant and Add a Product toolbar buttons ( , located above the reactant and product tables, respectively). Select the ‘Molar’ option for the specification of the stoichiometric coefficients and keep the default unit molar coefficient for everything; for more details on specifying the stoichiometry balance for a reaction, see Initialization of Reaction Operations. Now, click OK to close this dialog and return to the ‘Reactions’ tab.
, located above the reactant and product tables, respectively). Select the ‘Molar’ option for the specification of the stoichiometric coefficients and keep the default unit molar coefficient for everything; for more details on specifying the stoichiometry balance for a reaction, see Initialization of Reaction Operations. Now, click OK to close this dialog and return to the ‘Reactions’ tab.
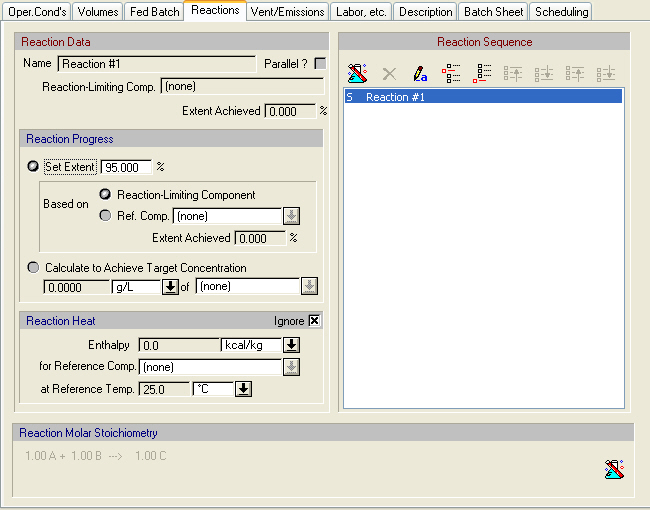
The ‘Reactions’ tab for Batch Stoichiometric Reaction operation ‘React’ in procedure ‘P-1’.
In addition to specifying the stoichiometric reaction coefficients, you will need to specify the extent of the reaction. For this example, set the extent to 95%, as was done in The ‘Reactions’ tab for Batch Stoichiometric Reaction operation ‘React’ in procedure ‘P-1’..
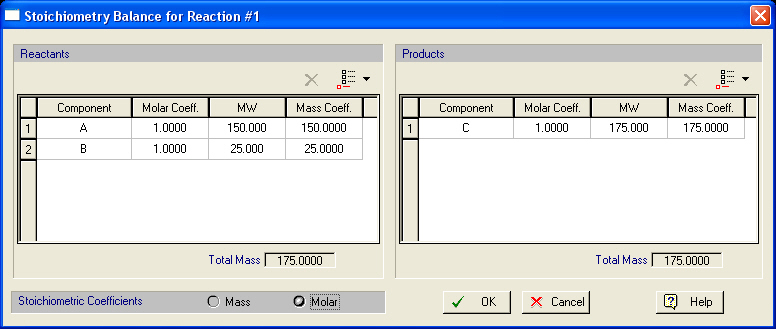
The ‘Stoichiometry Balance’ dialog box for the reaction of the example.
Leave all the default values for the ‘Vent/Emissions’, ‘Labor. etc.’, and ‘Scheduling’ tabs and click OK, Next Operation to move to the ‘Operation Data’ dialog for the Transfer Out operation (‘Transfer to PFF-101’). In the operating conditions tab (see The ‘Oper. Cond’s’ tab for Transfer Out operation ‘Transfer to PFF-101’in procedure ‘P-1’.), use the drop-down menu at the top of the screen to specify which stream will be used for the transfer operation (stream ‘S-105’ is the only choice for this example). In addition, in order to accurately capture the time required for this operation, set the duration to be the same as the duration of the filtration operation in procedure ‘P-2’. To do that, select the ‘Set By Master-Slave Relationship’ duration option and then click the Setup button. Through the dialog that comes up, select ‘P2 (in PFF-101)’ as the Master Procedure (through the ‘Another Procedure’ drop-down list) and ‘FILTER-1 (Cloth Filtration)’ as the Master Operation (through the ‘Match a Single Operation’ drop-down list). This will ensure the reactor will be considered “utilized” during the entire cloth filtration operation, since the reactor will not be completely emptied until the filtration is complete. In addition, make sure the “Ignore Labor” checkbox at the bottom of this dialog is checked on. This will ensure labor required to transfer the materials between the reactor and the filter will not be double-counted; instead the labor required for the transfer will be accounted for within the cloth filtration operation in unit procedure ‘P-2’. You can leave the default values for the other tabs in this dialog. Please click OK to return to the flowsheet.
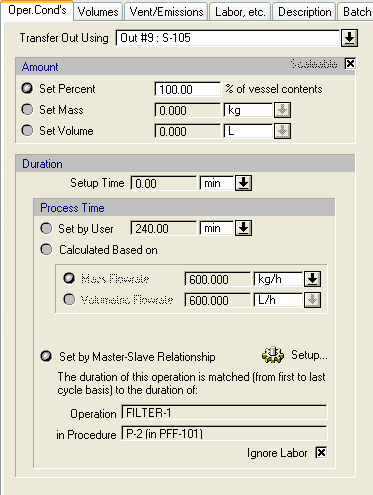
The ‘Oper. Cond’s’ tab for Transfer Out operation ‘Transfer to PFF-101’in procedure ‘P-1’.
Next, you will need to initialize the operations in the filtration procedure (‘P-2’). Please right-click on unit procedure ‘P-2’ and select Operation Data } FILTER-1 (Cloth Filtration) from the context menu of that unit procedure. This will bring up the ‘Operation Data’ dialog for the Cloth Filtration operation (named ‘FILTER-1’).
The operating conditions tab for this operation is shown in The ‘Oper. Cond’s’ tab for Cloth Filtration operation ‘FILTER-1’in procedure ‘P-2. For the purposes of this example, let us assume that reagents ‘A’ and ‘B’ are completely soluble in ‘Heptane’, whereas the product ‘C’ is virtually insoluble in ‘Heptane’. In the ‘Particulate Component Removal’ table that is available on the top left corner of this tab, please specify that 95% of your product ‘C’ will be removed from the feed stream and will remain on your filter, whereas the rest will end up in the filtrate.
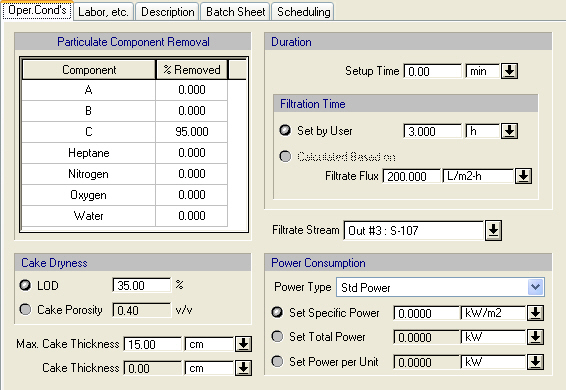
The ‘Oper. Cond’s’ tab for Cloth Filtration operation ‘FILTER-1’in procedure ‘P-2
Also notice that you can specify a cake dryness either based on loss on drying (LOD) or cake porosity. This value will cause a portion of the ‘Heptane’ solvent and of soluble components ‘A’ and ‘B’ to be held in your wet cake. Please change the LOD for your filtration to 35%. By specifying a LOD of 35%, you are telling the program that only 65% of wet cake is the insoluble product C. For this operation, please specify a filtration time of 3 hours. Keep the rest of the parameters (such as the filtrate flux of 200 L/m2-h) as they are, and keep stream ‘S-107’ as the filtrate stream.
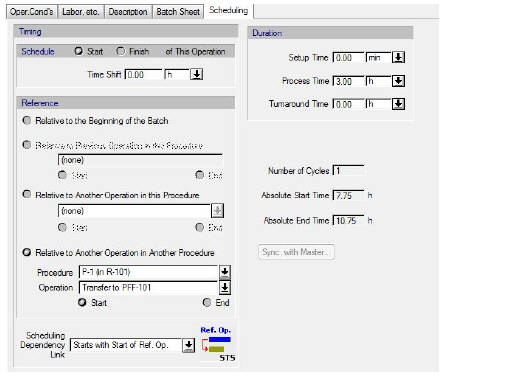
The ‘Scheduling’ tab for Cloth Filtration operation ‘FILTER-1’in procedure ‘P-2’.
Next, please visit the ‘Scheduling’ tab of the filtration operation. This tab is common to all operations in batch unit procedures. By default, the first operation in any batch unit procedure is scheduled to start relative to the beginning of the batch. In order to accurately schedule your filtration, you will need to change the start time to be relative to the start of the Transfer Out operation ‘Transfer to PFF-101’ in procedure ‘P-1’ (see The ‘Scheduling’ tab for Cloth Filtration operation ‘FILTER-1’in procedure ‘P-2’.). The Scheduling Dependency Link selection will be automatically updated to reflect the changes.
Next, click OK, Next Operation to move to the ‘Operation Data’ dialog for Cake Wash operation ‘CAKE-WASH-1’. In the ‘Cake Wash’ tab (see The ‘Cake Wash’ tab for Cake Wash operation ‘CAKE-WASH-1’ in procedure ‘P-2’.), you will need to specify which stream will provide the wash solvent and which one will remove the waste. For this example, keep stream ‘S-109’ as the wash-in stream and select stream ‘S-108’ as the wash-out stream. In addition, you will need to specify what solvent will be used for the wash. To do this, click View/Edit Stream Composition and/or Amount ( ) to open the simulation data dialog for the wash-in stream. Add pure component ‘Heptane’ to the stream and click OK to return to the operating conditions tab.
) to open the simulation data dialog for the wash-in stream. Add pure component ‘Heptane’ to the stream and click OK to return to the operating conditions tab.
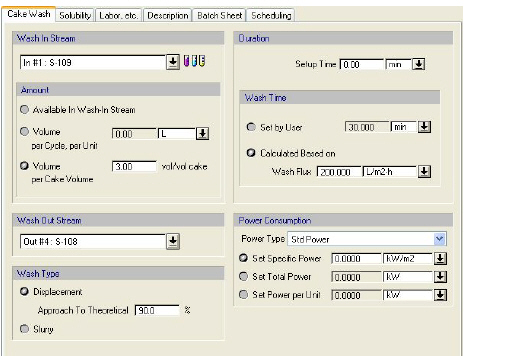
The ‘Cake Wash’ tab for Cake Wash operation ‘CAKE-WASH-1’ in procedure ‘P-2’.
Notice that you can choose among three specification options for the volume of wash to use:
● Available In Wash-In Stream,
● Volume per Cycle, per Unit, or
● Volume per Cake Volume.
If the first option is selected, SuperPro Designer will use the amount that is available in the wash-in stream as the wash amount. Therefore, the user must specify the mass or volume of the wash-in stream through the stream’s simulation data dialog. Alternatively, you can select the second option and specify the volume of wash to use per procedure cycle and per equipment unit directly, or select the third option and specify the specific volume of wash with respect to the cake volume. For this example, please keep the third option with 3 wash-in stream volumes per volume of cake (which is the default option). Also, set the wash time to be calculated based on a Wash Flux of 200 L/m2-h and keep the default option for the Wash Type (i.e., Displacement Type with a 90% Approach to Theoretical). Notice that a “slurry” wash will essentially dilute the soluble components trapped in the cake and remove most of them in the wash stream, whereas a “displacement” wash will remove the soluble components from the cake in a plug-flow fashion.
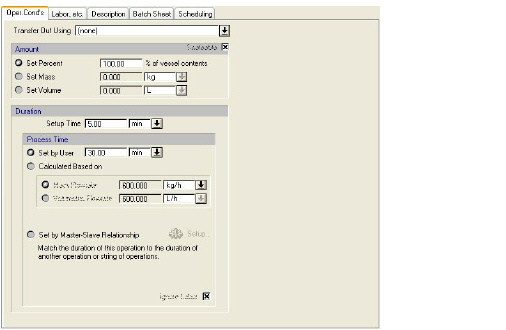
The ‘Oper. Cond’s’ tab for the Transfer Out operation n procedure ‘P-2’.
Finally, click OK, Next Operation to initialize the Transfer Out operation (named ‘TRANSFER-OUT-1’) in this unit procedure. In this operation, you will need to specify that you are going to transfer out the cake using a specific stream (the ‘Cake’ stream is the only choice in this case). Furthermore, set a Setup Time of 5 minutes and a (user defined) Process time equal to 30 minutes as illustrated in The ‘Oper. Cond’s’ tab for the Transfer Out operation n procedure ‘P-2’.. Then, click OK to return to the flowsheet.
You have now finished initializing the operations and streams for this example process. Click Save on the File menu to save your work.
|
|
The Process Explorer pane provides a quick and easy way to view and edit all the key resources that have been assigned to a process (e.g., materials, equipment, labor, etc.). To view this pane, click the Process Explorer button ( |
SuperPro offers the option to alternate a unit procedure with another one that belongs to the same procedure family (for more information on unit procedure families see Unit Procedure Families). Procedure-switching is possible anytime during the creation of a flowsheet, even after the addition and initialization of operations and the connection to other procedures with streams.
To switch unit procedure:
1. Right-click on the procedure icon you want to switch and select Switch Procedure.
2. From the relevant list, select the procedure you would like to insert.
Switching a unit procedure is equivalent to creating a new equipment that carries all the attributes and specifications of the old one to the maximum achievable degree. Specifically, provided that they can exist to the new host, all the operations will be moved from the old procedure to the new one with all their references (to and from them) preserved. In case that one or more operation parameter need to be modified (e.g., because they are not supported by the new procedure) this will be done in a manner so that the overall specifications are kept as close as possible to the old ones. Finally, operation settings and parameters that become ‘excessive’ after switching procedures are either initialized with the default values or are completely omitted.
In general, switching procedures will not be possible in the following cases:
● When the equipment is shared by multiple procedures. In this case the equipment must first be unshared in order for the switching to become possible.
● When the stream ports of the new procedure are not sufficient to accommodate all the streams connected to the old procedure. In this case a pop-up message will appear indicating that there are not enough port
|
|
The program offers you the possibility to relocate streams by drag-and-dropping them to a different port. |
●
● When an operation is not supported in the new procedure. The specific operation should be deleted in order for the operation switch to be possible.
At this point, you can click Solve M&E Balances on the Tasks menu to perform the simulation. This will cause the program to perform the mass and energy balances for the entire process, estimate the sizes of all pieces of equipment that are in ‘Design Mode’, and model the scheduling of each piece of equipment. As a shortcut for performing simulations, you may hit Ctrl+3 or F9, or simply click the Solve ME Balances button ( ) on the Main toolbar.
) on the Main toolbar.
The following simulation results can then be viewed for this example:
The calculated flowrates and compositions of intermediate and output streams can be viewed by revisiting the corresponding simulation data dialog windows (double-click on any stream line to see its simulation data dialog).
The procedure start time, end time, and cycle time (its duration), as well as throughput analysis results for a procedure, can be viewed by visiting the corresponding ‘Procedure Data’ dialog (right-click on the desired unit procedure icon and click Procedure Data on the context menu of that procedure).
The calculated parameters for an operation can be viewed by visiting the corresponding ‘Operation Data’ dialog (right-click on the desired unit procedure icon and choose the operation you are interested in from the Operation Data context menu). For instance, you can see how long the Charge Solvent operation takes (recall that its duration was based on a given volume to be charged and a flowrate).
The contents of a piece of equipment as a function of time can be viewed by right-clicking on a unit procedure and selecting Equipment Contents or Procedure Activity Overview on the context menu of that procedure.
A report containing information on raw material requirements, stream compositions and flow rates, as well as an overall material balance, can be generated and displayed by clicking Streams & Mat. Balance (SR) on the Reports menu. This report includes an overview of the process, a listing of the raw material requirements, a listing of the compositions of each stream, and an overall component balance. Please generate and view this report now. To see more comprehensive stream reports, please refer to the synthetic pharmaceutical example (see Process Analysis), the β-Galactosidase example (see Process Analysis) and the industrial wastewater treatment example (see Process Analysis). If you wish to customize the stream report, click Options on the Reports menu and switch to the ‘Stream’ tab. For more details on reports, see Chapter 12 (Reports).
To see the calculated number and size of equipment units, right-click on a unit procedure icon and click Equipment Data on the context menu of that procedure. This will bring up the ‘Equipment’ Data dialog of the equipment resource that hosts that procedure. At this point, please open the ‘Equipment Data’ dialog for Plate & Frame Filter ‘PFF-101’ (shown in The Equipment tab for Plate & Frame Filter ‘PFF-1’.).
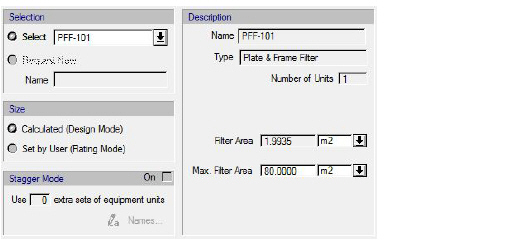
The Equipment tab for Plate & Frame Filter ‘PFF-1’.
All unit procedures have two options for equipment sizing:
● Calculated (Design Mode), and
● Set by User (Rating Mode).
These options can be specified through the ‘Equipment’ tab of the corresponding ‘Equipment Data’ dialog. By default, all equipment resources start in ‘Design Mode’. In this mode, SuperPro Designer will determine the required number and size of equipment units based on operating conditions and performance requirements.
Usually, there are physical limitations on the available size of processing equipment. For example, a Plate & Frame Filter may not be available with a cloth area greater than 80 m2. When you are in ‘Design Mode’, you must specify the maximum available size for the equipment involved (e.g., the ‘Max. Filter Area’ for the Plate & Frame Filter). If the calculated equipment size exceeds the maximum allowable size, SuperPro Designer will employ multiple pieces of equipment (sized equally) with sizes that do not violate the maximum available size. For your example process, a filter size of roughly 2 m2 should have been calculated, as shown in The Equipment tab for Plate & Frame Filter ‘PFF-1’. (this same process model, titled ‘GettingStarted9_0a’, is also available in subdirectory ‘Examples\Misc’). This filter size was calculated from the volume of material that was processed per cycle, the filtrate flux, and the filtration time.
If you change the equipment sizing method to ‘Rating Mode’, you can specify the size and number of units. SuperPro Designer will then take this information into account in the simulation calculations (equipment size and number of units may affect the material and energy balances, the process time, etc.). Switching to ‘Rating Mode’ may also affect the interface of some operations of that procedure. To experience this, please select ‘Rating Mode’ for Plate & Frame Filter ‘PFF-101’, change the size of the filter to 4 m2 and click OK to return to the flowsheet. Then, revisit the dialog of the filtration operation. In this case, you need to specify either the filtration time or the average filtration flux (remember that in ‘Design Mode’ you must specify both). Please set the filtrate flux to 150 L/m2-h and redo the mass & energy balance calculations by either selecting Solve M&E Balances on the Tasks menu or clicking Solve ME Balances ( ) on the Main toolbar. The new results for the filtration operation are shown in The ‘Oper. Cond’s’ tab for Cloth Filtration operation ‘FILTER-1’ in procedure ‘P-2’ with the equipment in ‘Rating Mode’.. In general, most batch operations have the capability of calculating their cycle time when the equipment size is specified (‘Rating Mode’).
) on the Main toolbar. The new results for the filtration operation are shown in The ‘Oper. Cond’s’ tab for Cloth Filtration operation ‘FILTER-1’ in procedure ‘P-2’ with the equipment in ‘Rating Mode’.. In general, most batch operations have the capability of calculating their cycle time when the equipment size is specified (‘Rating Mode’).
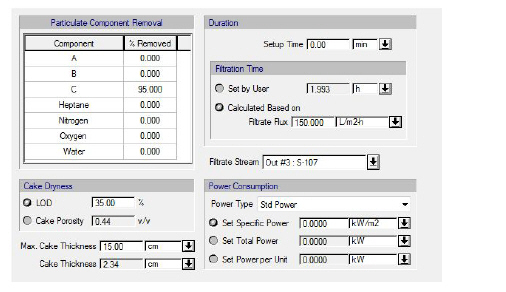
The ‘Oper. Cond’s’ tab for Cloth Filtration operation ‘FILTER-1’ in procedure ‘P-2’ with the equipment in ‘Rating Mode’.
Through the ‘Equipment’ tab of the ‘Equipment Data’ dialog, you can also select the specific piece of equipment that is going to carry out the processing step. By default, it is assumed that each unit procedure is carried out in its own (exclusive) equipment. However, two or more different unit procedures can share equipment if they are in batch operating mode and the entire process is also in batch mode. For more information on equipment sharing, see Selection & Sharing and the following two detailed examples: The Synthetic Pharmaceutical Process and The b-Galactosidase Process.
At this point you have completed the basic initialization steps for the streams, operations, and equipment. As you become more familiar with SuperPro Designer, it will take much less time to do these activities. For instance, all the steps that we have done thus far in this section could be performed in about 15 minutes if you were already familiar with how to use SuperPro Designer
.
|
|
Important note about building and initializing large process flowsheets – when you attempt to simulate complex processes, keep in mind that you don't have to add all the unit procedures at once. You can always add or remove procedures as desired at a later stage. For complex processes, it is highly recommended that you begin your simulation with just a handful (core) unit procedures and add more only after you have successfully completed the simulation for the first phase (streams and operations have been initialized correctly and your mass balances make sense). Similarly, when you are learning how to use SuperPro Designer, the best practice is to build the flowsheet one or two unit procedures at a time, simulating the file and checking the key stream results after each procedure (or set of procedures) has been added. Otherwise mistakes in specifications early in the process may propagate to the rest of the flowsheet and result in large numbers of error and warning messages. |
Before continuing with this tutorial, please change the filtration time back to 3 hours for the FILTER-1 (Cloth Filtration) operation within procedure P-2 by revisiting the Oper Conds. tab for that operation.
When simulating large processes it is sometimes useful to solve only part of the process. Setting breakpoints tells the simulator to halt calculations at a certain point. A brief description of this facility is given below.
You can place a breakpoint, and force the M&E balance execution sequence to pause either right before, or right after the solution of a unit procedure. You may even place a breakpoint inside the unit procedure’s solution sequence of unit operations.
► To Place a Breakpoint on a Unit Procedure...
1. Right click on a unit procedure to bring up its context menu and select Set Breakpoints. Through the ‘Breakpoints’ dialog that appears, you can specify where to break the simulation of the selected unit procedure.
2. Check the place(s) where you wish the simulation to pause and exit this dialog. Notice that red signs ( ) are shown above the procedure’s icon to indicate that one or more breakpoints are set on this procedure. The position of the sign indicates whether the break is on the entry (left sign), operations (middle sign) or exit (right sign) of the procedure.
) are shown above the procedure’s icon to indicate that one or more breakpoints are set on this procedure. The position of the sign indicates whether the break is on the entry (left sign), operations (middle sign) or exit (right sign) of the procedure.
Once a breakpoint is set, next time the ‘Solve M&E Balances’ command is issued, the simulation calculation sequence will pause at that location. When the simulation sequence is paused, some buttons of the ‘Solve’ toolbar become active. Also notice that while the simulation has been paused, all unit procedure display another icon underneath that indicates the simulation state of each procedure at that time (as the simulation is paused). The following sequence of images indicate the state of the unit procedure that is currently being solved:
|
Image |
Explanation |
|
|
|
|
|
A break on entry has been encountered. |
|
|
A break on operation has been encountered. |
|
|
A break on exit has been encountered. |
|
|
A break on entry has been encountered (shown when there are operations that can auto-adjust the flow of process input streams). |
|
|
A break on material pull-in has been encountered (for operations that can auto-adjust the flow of process input streams). |
|
|
A break on operation has been encountered (shown when there are operations that can auto-adjust the flow of process input streams). |
|
|
A break on material pull-out has been encountered (for operations that can auto-adjust the flow of process output streams). |
|
|
A break on exit has been encountered (shown when there are operations that can auto-adjust the flow of process input streams). |
The following sequence of images indicate the state of all other unit procedures while the simulation is paused:
|
Image |
Explanation |
|
|
|
|
|
The procedure has not been visited yet. |
|
|
The procedure has been successfully simulated already. |
|
|
The procedure’s M&E balances are being solved recursively (as part of loop convergence). |
|
|
The solution of the procedure’s M&E balances ended unsuccessfully (as part of an un-converged loop). |
|
|
The solution of the procedure’s M&E balances ended unsuccessfully (an error was encountered) |
1. You can toggle the visibility of the breakpoint icons (above the unit procedure) and of the state icons (below the unit procedure) using the Show / Hide Breakpoints ( ) and Show / Hide Status (
) and Show / Hide Status ( ) buttons, respectively, on the Simulation Control toolbar.
) buttons, respectively, on the Simulation Control toolbar.
2. To temporarily deactivate breakpoints (without removing them), simply visit the ‘Breakpoints’ dialog of a unit procedure and click once more on the checked breakpoint location. Notice that the checkmark is now gone but the box has a different shading compared to the other boxes which had not been checked. In addition, after clicking OK to confirm the change, the breakpoint sign above the unit procedure icon looks faded (greyed out).
3. When the ‘Solve M&E Balances’ sequence is paused, you may visit the simulation data dialog of any stream, unit procedure, equipment, or operation, to inspect or even modify values of operating conditions. If you modify the values of streams and/or operations belonging to unit procedures that have already been solved (i.e., the check mark icon appears underneath) or if you modify specifications related to already-solved operations within the unit procedure that is currently being solved, then the new values will not be taken into account until the next ‘Solve M&E Balances’ command is issued.
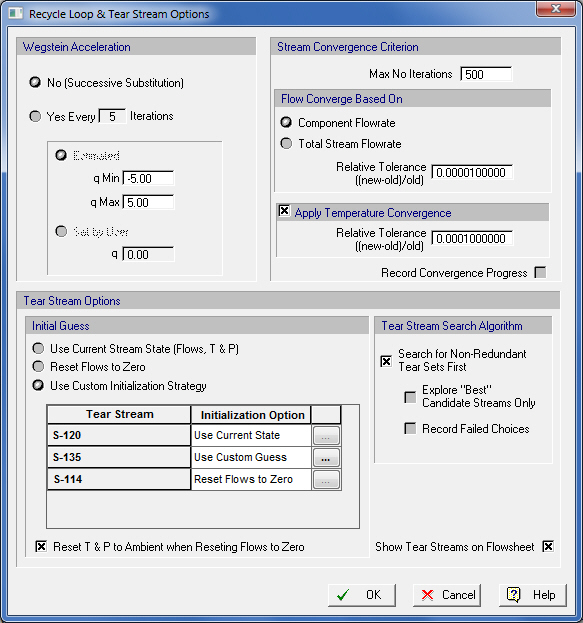
Adjusting the convergence parameters in a process that includes recycle loops.
The material of this is only relevant to process flowsheets that include recycle loops. To see an example of a recycle loop, please open file Bgal9_0b, which can be found in the Examples \ Bgal directory of SuperPro Designer. In this file, streams ‘S-102’ and ‘S-108’ are part of a recycle loop. For a description of this file, see The b-Galactosidase Process.
SuperPro Designer’s default convergence parameters for flowsheets that include loops (which result in iterative calculations) have been tuned in order to be adequate for most situations. However, occasionally (especially in cases involving highly non-linear models) they may fail to converge. In these cases, you may fine-tune the convergence characteristics for a particular application. To change the convergence parameters for the process with loops, click Process Options } Recycle Loop & Tear Stream Options on the Edit menu. Alternatively, right-click on an open area of the flowsheet and click Recycle Loop & Tear Stream Options on the flowsheet’s context menu.This will bring up the ‘Recycle Loop and Tear Stream Options’ dialog of Adjusting the convergence parameters in a process that includes recycle loops..
Below is a list of actions that you can take to improve the system’s performance in converging iterative calculations:
1. Adjust the convergence tolerance (‘Relative Tolerance’) for stream total or component mass flow and, optionally, temperature. The convergence tolerance is defined as (new value - old value) / old value. Setting the relative tolerance to a larger value may speed up the convergence (but may lead to less accurate simulation results).
2. Switch from convergence based on the total flow to convergence based on individual component flows. This may slow down the convergence process but it will yield more accurate simulation results. This is especially important for process files that deal with components that are in trace amounts, but whose accurate balance is of utmost importance (e.g., hazardous and/or toxic chemicals).
3. Increase the maximum number of iterations.
4. Request that tear streams be initialized to zero flow (for all components) before every new simulation. Normally, in cases where the process simulation has been converged once, the initially guessed state for tear streams is their current state at the end of the previous (converged) simulation. In most cases, this leads to a faster convergence the next time the mass and energy balances are solved. However, after a convergence failure, it may be better to start with zero values.
5. Adjust the Wegstein algorithm parameters (qmin, qmax, and q). If the convergence procedure seems to be unstable, raising the value of qmin (i.e., making it less negative) may improve convergence; if it is converging very slowly but monotonically, you might lower qmin; and if it is converging in an oscillatory manner, try raising qmax. You also have the option of adjusting the value of q. If q is between zero and 1, the procedure is a modified successive substitution; if q is negative then the convergence is accelerated.
6. Switch from Wegstein acceleration to successive substitution. This may slow down the convergence calculations but will increase the likelihood of convergence.
7. Select a different tear stream for a recycle loop by right clicking on a specific stream (that is part of the loop) and selecting ‘Preferred Tear’. The current tear streams are identified on the flowsheet (with two red slashes) if you check the ‘Show Tear Streams on Flowsheet’ option that is available in the ‘Recycle Loop and Tear Stream Options’ dialog.
The following terms are used for batch process scheduling:
|
Term |
Description |
|
|
|
|
Annual Operating Time (AOT) |
The number of hours per year the plant is devoted to making a specific product. |
|
Campaign |
An uninterrupted run of batches. |
|
Batch Time |
The start to finish time for a single batch. |
|
Cycle Time |
The time between two consecutive batch starts. This is sometimes referred to as the recipe or plant cycle time. |
|
Minimum Cycle Time |
The minimum possible cycle time based on the time (scheduling) bottleneck. |
|
Cycle Time Slack |
The difference between the actual and minimum cycle times. |
If the process is in batch mode (as is the case for your example process), you should provide process scheduling information before performing a simulation. SuperPro Designer allows you to specify the following scheduling data:
1. For each operation:
a) the process time,
b) the setup and turnaround times, and
c) the starting time.
2. For each procedure, the number of cycles.
3. For the entire plant:
a) the available AOT,
b) the number of campaigns per year,
c) the number of batches per year, and either:
d) the cycle time, or
e) the cycle time slack.
Scheduling of operations was explained in Section Initializing Unit Procedures. In that section, the ‘Scheduling’ tab of a filtration operation was shown in The ‘Scheduling’ tab for Cloth Filtration operation ‘FILTER-1’in procedure ‘P-2’.. Through the ‘Scheduling’ tab, you can specify the start time of an operation relative to the beginning of a batch or relative to the start or end of other operations in the same procedure or in a different procedure. You may also specify the process time (if it is not calculated by the model), the setup time and the turnaround time for an operation.
To specify the number of cycles per batch for a procedure (the same number will apply to all operations of the procedure), simply right-click on the unit procedure’s icon and select Procedure Data from the corresponding context menu. By default, all procedures start with one cycle.
At this point, please change the sizing mode of the P&F filter PFF-101 to ‘Design’ by right clicking on the equipment icon and selecting ‘Equipment Data’ in the context menu that appears. To specify scheduling information for an entire process, click Recipe Scheduling Information on the Tasks menu. This will bring up the ‘Recipe Scheduling Information’ dialog shown in Specifying the scheduling information for a batch process..
For your example process (simulated in ‘Design Mode’), please change the number of batches per year to 20. This implies that your example process will be run in a pilot plant 20 times this year (it is assumed that the equipment used by this process is used by other processes the rest of the year). In addition, please change the recipe cycle time for this process to 12 hours to reflect the completion of one batch during every 12-hour shift (and the completion of the whole 20-batch campaign in approximately 240 hours). Click Update ( ) to see the actual annual operating time (AOT) that the plant is utilized by this process (see Specifying the scheduling information for a batch process.).
) to see the actual annual operating time (AOT) that the plant is utilized by this process (see Specifying the scheduling information for a batch process.).
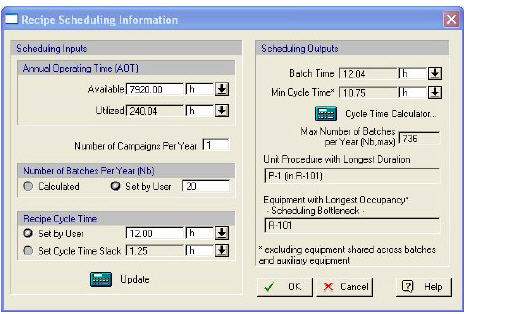
Specifying the scheduling information for a batch process.
Based on the scheduling information and the available AOT specified for the plant, the system will do the following:
1. Make sure there is no conflict created by the specified start time and end time of processing steps. Conflicts can be created if the cycle times of procedures that share equipment overlap.
2. Make sure there is no conflict between the specified available AOT, the specified or calculated number of batches, and the specified or calculated recipe cycle time.
3. Calculate the number of batches (if not set by user), the recipe batch time, the recipe cycle time (if not set by user), the recipe cycle time slack (if not set by user), the utilized AOT, the plant’s minimum cycle time (with maximum batch overlapping), the maximum number of batches possible, the longest procedure (i.e., the procedure with the longest total cycle time) and the scheduling bottleneck equipment (the equipment with the longest occupancy time).
A variety of scheduling, equipment utilization and resource tracking tools are included in SuperPro Designer. These include:
● Operations / Equipment Gantt Charts,
● Main and Auxiliary (CIP Skids, SIP Panels) Equipment Occupancy Charts,
● Resource Demand Charts, and
● Resource Inventory Charts.
The Operations Gantt Chart and the Equipment Gantt Chart display scheduling and equipment utilization information, respectively, for a batch process recipe in the form of a Gantt Chart. These charts can be generated either for a single batch or for multiple batches using dedicated items on the Charts } Gantt Charts menu. Note that this menu is only available if the plant operation mode is batch (see Specifying the Mode of Operation for the Entire Plant).
Please generate the single-batch Operations Gantt Chart for your example process by selecting Gantt Charts } Operations GC on the Charts menu. It should look similar to The Operations Gantt Chart for a single batch. below. The left view (spreadsheet view) displays the name, duration, start time and end time for each activity participating in the overall scheduling and execution of the recipe. This can be either an elementary activity or an activity summary. In the Operations Gantt Chart, an elementary activity corresponds to an operation executed during a single procedure cycle. For this example, activity summaries are shown for unit procedures and for the complete recipe. You can expand or collapse activity summaries by clicking on the + or – signs in the boxes to the left of activity names. The right view (chart view) displays a bar for each activity, whose horizontal position and length indicate the start time and duration, respectively, of that activity.
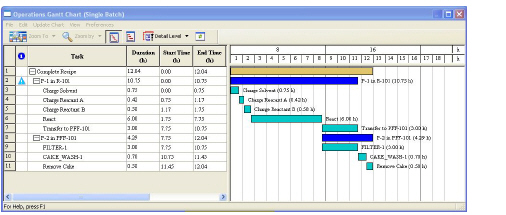
The Operations Gantt Chart for a single batch.
The Equipment Gantt Chart interface is similar to that of the Operations Gantt Chart. Please generate the single-batch Equipment Gantt Chart for your example process by clicking Gantt Charts } Equipment GC on the Charts menu. In this chart, the elementary activity corresponds to the time frame that an equipment unit is kept busy by an operation during a procedure cycle. In this example, activity summaries are shown for unit procedures (corresponding to the time frame that an equipment unit is kept busy by a procedure), for equipment (corresponding to the time frame that an equipment unit is kept busy by all procedures it hosts), and for the complete recipe (named ‘total occupancy time’).
In addition to displaying scheduling information, Gantt Chart interfaces also present you with a graphical way to modify scheduling parameters for an activity and immediately visualize the effects on the entire batch production. In fact, anything you can accomplish with the simulation data dialog interfaces described in Initializing Unit Procedures and Setting the Process Scheduling Information, you can also accomplish from the Gantt Chart interfaces. To see this, simply double-click on a bar or right-click on a bar and select the uppermost entry on the context menu for that bar. This will display the simulation data dialog for the corresponding activity. For example:
● if the bar corresponds to an operation, it will display the ‘Operation Data’ dialog for that operation;
● if the bar corresponds to a unit procedure, it will display the ‘Procedure Data’ dialog for that unit procedure;
● if the bar corresponds to an equipment resource (available only in Equipment Gantt Charts), it will display the ‘Equipment Data’ dialog for that piece of equipment;
● if the bar is the one at the top of the chart (named ‘complete recipe’ in Operation Gantt Charts and ‘total occupancy time’ in Equipment Gantt Charts), it will display the ‘Recipe Scheduling Information’ dialog (see Specifying the scheduling information for a batch process.).
If you change the simulation parameters in the above dialogs, you must click Redo Calc. & Update Chart ( ) on the toolbar or Update Chart on the chart’s main menu. This will solve the mass and energy balances again and it will update the Gantt chart to reflect the new scheduling settings for the recipe.
) on the toolbar or Update Chart on the chart’s main menu. This will solve the mass and energy balances again and it will update the Gantt chart to reflect the new scheduling settings for the recipe.
You can change the style (e.g. bar width, time scale, etc.) and contents (e.g., displayed activity summaries) of a Gantt Chart by selecting Styles on the Preferences menu of the chart. You may also use the items in the File menu of the chart to print the chart, export scheduling data to MS-Excel or MS-Project, or export the chart as a Windows Metafile (.wmf). Also note that if you generate an Operations Gantt Chart or an Equipment Gantt Chart for multiple batches, you can change the default number of batches shown on the chart by right-clicking on the chart and selecting Set Number of Batches from the chart’s context menu.
Please refer to the synthetic pharmaceutical example (see The Operations Gantt Chart for a single batch.) and the β-Galactosidase example (see The Operations Gantt Chart for a single batch.) to see Gantt Charts for more complex processes. For more information on these charts, see The Operations Gantt Chart (OGC) and The Equipment Gantt Chart (EGC).
Another way of visualizing the execution of a batch process as a function of time is through the Equipment Occupancy Chart. This chart provides a graphical representation of the usage and idle times associated with each equipment unit during batch processing. Each chart can be generated either for a single batch or, preferably, for multiple batches using dedicated items on the Charts } Equipment Occupancy menu.
Please generate this chart for your example process by selecting Equipment Occupancy } Multiple Batches on the Charts menu. By default, two batches are shown. To add more, right-click on the chart to bring up the chart’s context menu and select Set Number of Batches. Please change the number of batches to 3 and press OK. Your chart should look similar to the one shown in The Equipment Occupancy Chart for three consecutive batches..
|
|
You can change the scale at the bottom of the Equipment Occupancy chart (and other resource charts) by right-clicking an open area of the chart, selecting Edit Style, and clicking the Time Line tab. Then click Customize under the Style Definition heading in order to specify different major and/or minor units, relative vs. absolute time basis, etc. |
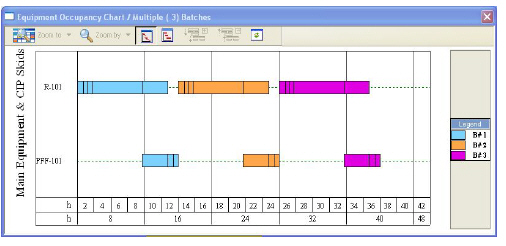
The Equipment Occupancy Chart for three consecutive batches.
For each equipment unit, the occupancy time associated with each individual operation is represented by a bar. White space represents idle time. Placing the mouse pointer over a bar will display the name of the operation that corresponds to that bar. Right-clicking on a bar will bring up its context menu. On this menu, you can click Operation Data to display the ‘Operation Data’ dialog for the corresponding operation, or Procedure Data to display the ‘Procedure Data’ dialog for the corresponding unit procedure, or Equipment Data to display the ‘Equipment Data’ dialog for the corresponding equipment. In the ‘Scheduling’ tab of that dialog, you can see the total equipment occupancy time per batch (as well as additional information).
The equipment with the least idle time between consecutive batches (or, equivalently, the longest occupancy time per batch) is considered the time (or scheduling) bottleneck (R-101 in this case). This is the equipment that determines the maximum number of batches per year. Its occupancy time per batch corresponds to the minimum cycle time of the recipe (the minimum possible time between two consecutive batch starts). Based on the scheduling specifications for this example (including the original 3-hour filtration time), the occupancy time per batch for R-1 is 10.75 hours. The total equipment occupancy time per batch (12 hours in this case) corresponds to the actual cycle time of the recipe (the actual time between two consecutive batch starts). To view this information, right-click on an empty area in the chart to bring up the chart’s context menu and select Scheduling Summary. This will display the ‘Recipe Scheduling Summary’ dialog for the process. That dialog presents (for display purposes only) the same information as the ‘Recipe Scheduling Information’ dialog of Specifying the scheduling information for a batch process.. To change the style and contents of the Equipment Occupancy Chart, right-click on an empty area in the chart to bring up the chart’s context menu and select Edit Style.
Please refer to the synthetic pharmaceutical example (see The Equipment Occupancy Chart for two consecutive batches.) and the β-Galactosidase example (see The Equipment Occupancy Chart for five consecutive batches.) to see Equipment Occupancy Charts for more complex processes. For more information on Equipment Occupancy Charts, see The Equipment Occupancy Chart (EOC).
In addition to creating Gantt charts for equipment utilization and operations, SuperPro Designer automatically generates graphs of resource demand as a function of time for such things as raw materials, labor, heating and cooling utilities, and power. These can be accessed through the Charts menu. For instance, to view the labor demand for this example process, select Labor } Multiple Batches on the Charts menu. Next, in the labor resource selection dialog that pops-up, keep the default selection (‘Operator’) and click OK. The ‘Operator’ labor resource demand chart for the example process. displays the ‘Operator’ labor resource demand graph for two consecutive batches. To add more batches, right-click on the chart to bring up the chart’s context menu and select Set Number of Batches. As shown in this chart, a two operators are required to handle this process. If you move the cursor close to a peak, SuperPro Designer displays the operations which create that peak.
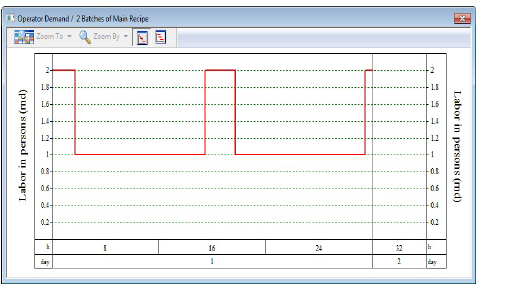
The ‘Operator’ labor resource demand chart for the example process.
To change the contents (variables displayed) and style (e.g., color, thickness, time scale, etc.) of a resource demand graph, right-click on the chart to bring up its context menu and select Edit Style. Through context menu commands you can also print a chart, export a chart as a Windows Metafile (.wmf), or export its data into a file in Excel format with a discretization time interval that can be specified by the user. This is a useful feature if you wish to combine demands for a certain resource from multiple process files in Excel.
Please refer to the synthetic pharmaceutical example (see The ‘Operator’ labor resource demand chart for 10 consecutive batches.) and the β-Galactosidase example (see WFI Consumption Chart for 5 consecutive batches.) to see resource demand charts for more complex processes.
SuperPro Designer can also analyze and display inventory information for material resources. Recall that 50 kg of material ‘A’ are used in each batch. Suppose that there is a 300kg storage capacity for ‘A’ and an opening inventory of 100kg. Suppose further that the loading rate of material ‘A’ into storage is 200 kg/h. How often should shipments of ‘A’ be scheduled? Please select Materials } Entering, Inventory } Multiple Batches on the Charts menu. Select pure component ‘A’ from the pure components drop-down list box and click the Supply Info button. This will bring up the ‘Resource Inventory Data’ dialog for the selected ingredient. Fill out the dialog as shown in The Resource Inventory Data dialog.. This will tell SuperPro Designer that the supply of material ‘A’ should be replenished when the inventory falls to 10% (or 30 kg) of the capacity. The replenishment should be halted when the inventory reaches 85% (or 255 kg) of storage capacity. Click OK to return to the previous dialog.
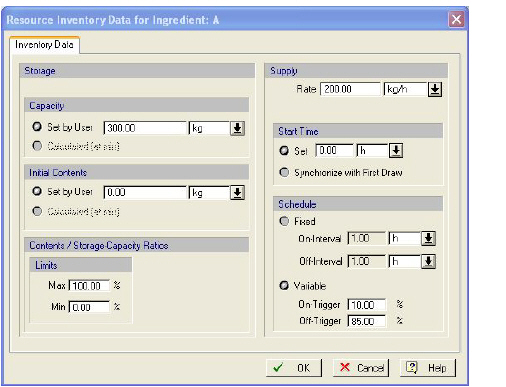
The Resource Inventory Data dialog.
Next, click the Chart Style button to bring up the ‘Inventory Chart Style’ dialog. Switch to the ‘Time Line’ tab and click the Edit button. In the ‘Default Time Line Style’ dialog that comes up, first select Customize under the ‘Style Definition’ section. Then change the minor time units count to 12 hours (the recipe cycle time) and click OK to return to the previous dialog. This will make observation of batches easier since a new batch cycle starts every 12 hours in this example. Click OK again to continue and the chart will be displayed with several batches. Set the number of batches to 12 by right-clicking on the chart and selecting Set Number of Batches from the context menu that pops up. The resulting chart will look like that of The inventory profile of pure component ‘A’ in the example..
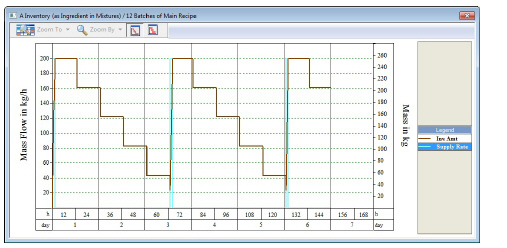
The inventory profile of pure component ‘A’ in the example.
The brown line in The inventory profile of pure component ‘A’ in the example. corresponds to the inventory level and the aqua line corresponds to the supply rate of material ‘A’. The increases in inventory indicate the replenishment schedule suggested by SuperPro Designer.
To explain this further, let us focus on the first batch cycle. Please click the Show Chart at Nominal Size button ( ) and then the Zoom To button (
) and then the Zoom To button (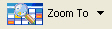 ) on the chart’s toolbar and check the Day option. The chart will zoom to one day (see The inventory profile of pure component ‘A’ during Day 1.). Notice that the supply of fresh material starts right away since the opening inventory (100 kg) is less than 85% of storage capacity (255 kg). The inventory amount increases linearly up to the point that a charge of material starts as part of operation ‘Charge React A’ (45 minutes into the process). During that operation, 50 kg of material are being discharged to the process, and at the same time fresh material is still being supplied to the inventory tank (at a higher rate than the discharge associated with the charge operation). This results in a smaller rate of increase in the inventory amount during the 30 minutes that the charge operation is occurring. Afterwards, the inventory amount increases at the original rate again until it reaches the 85% limit, which triggers material supply off. The inventory amount remains at the same level until new material is discharged to the process roughly 12 hours later. In subsequent batch cycles, every time material is charged, the inventory amount falls by 50 kg. This leaves 55 kg in inventory at the beginning of the sixth batch cycle. During the charge operation in that cycle, the inventory amount reaches 10% of storage capacity (30 kg), which triggers the supply of fresh material on, while the charge of material to the process is on-going (please scroll to the 3rd day of the chart to observe this). This results in a modest increase in the inventory amount during the final part of the charge operation in the sixth batch cycle. After the charge operation is completed, the inventory amount increases at a higher rate until it reaches 85% of storage capacity and material supply is triggered off again. The above replenishment schedule is repeated every sixth batch cycle.
) on the chart’s toolbar and check the Day option. The chart will zoom to one day (see The inventory profile of pure component ‘A’ during Day 1.). Notice that the supply of fresh material starts right away since the opening inventory (100 kg) is less than 85% of storage capacity (255 kg). The inventory amount increases linearly up to the point that a charge of material starts as part of operation ‘Charge React A’ (45 minutes into the process). During that operation, 50 kg of material are being discharged to the process, and at the same time fresh material is still being supplied to the inventory tank (at a higher rate than the discharge associated with the charge operation). This results in a smaller rate of increase in the inventory amount during the 30 minutes that the charge operation is occurring. Afterwards, the inventory amount increases at the original rate again until it reaches the 85% limit, which triggers material supply off. The inventory amount remains at the same level until new material is discharged to the process roughly 12 hours later. In subsequent batch cycles, every time material is charged, the inventory amount falls by 50 kg. This leaves 55 kg in inventory at the beginning of the sixth batch cycle. During the charge operation in that cycle, the inventory amount reaches 10% of storage capacity (30 kg), which triggers the supply of fresh material on, while the charge of material to the process is on-going (please scroll to the 3rd day of the chart to observe this). This results in a modest increase in the inventory amount during the final part of the charge operation in the sixth batch cycle. After the charge operation is completed, the inventory amount increases at a higher rate until it reaches 85% of storage capacity and material supply is triggered off again. The above replenishment schedule is repeated every sixth batch cycle.
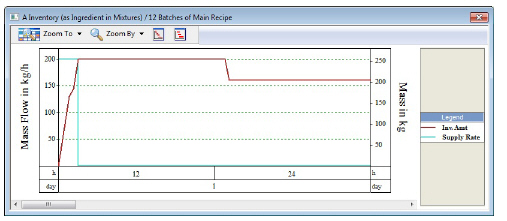
The inventory profile of pure component ‘A’ during Day 1.
Note that you can see the exact time and value of a point in a line by placing the mouse pointer over that point. By default, the inventory graph displays the inventory amount and the supply rate. To change the contents (variables displayed) and style (e.g., color, thickness, time line units, etc.) of the graph, right-click on the chart to bring up its context menu and click Edit Style. Through other context menu commands, you can print a chart, export a chart as a Windows Metafile (.wmf), or export chart data into a file in Excel format with a discretization time interval that can be specified by the user. This is a useful feature if you wish to combine demands for a certain resource from multiple flowsheets in Excel.
SuperPro Designer is equipped with powerful throughput analysis and debottlenecking capabilities. The objective of these features is to allow the user to quickly and easily analyze the capacity and time utilization of each piece of equipment, and to identify opportunities for increasing throughput with the minimum possible capital investment. The most important features are:
● the Utilization Factors chart, and
● the Batch Size Potential chart, which indicates opportunities for increased production per batch.
For a detailed throughput analysis example (based on the process of the second example), see Chapter 11 (Debottlenecking). A brief description is given here.
Since throughput calculations are based on fixed equipment, set all pieces of equipment to ‘Rating Mode’. Specify a volume of 1630L for the reactor and an area of 2m2 for the filter (as was done for file ‘GettingStarted9_0b’ in subdirectory ‘Examples\Misc’) and solve the material and energy balances by selecting Solve M&E Balances on the Tasks menu or clicking the Solve ME Balances button ( ) on the Main toolbar.
) on the Main toolbar.
Select Throughput Analysis } Utilization Indices on the Charts menu. The Utilization Factors chart shown below will appear.
The Utilization Factors Chart.
The chart shows, for each unit procedure, the capacity (size) utilization (i.e., how “full” the equipment is) and the time utilization (i.e., its “uptime” or “busy time”) of the hosting equipment. This information is also available in the ‘Throughput’ tab of the ‘Procedure Data’ dialog for each unit procedure. Note that the time utilization is somewhat low because some slack time was introduced (see Specifying the scheduling information for a batch process.). The “combined utilization” is the product of the capacity and time utilization values. A batch size (throughput) bottleneck corresponding to the limiting procedure/equipment combination in terms of highest combined utilization (‘P-1/R-101’ in this case) is also indicated on the chart.
Furthermore, estimates of batch size (throughput) potential are available in the Batch Size Potential chart. To create this chart, you must first select a throughput reference rate for batch size calculations. Select Tasks } Rate Reference Flow(s) to open the ‘Rate Reference Flows’ dialog and switch to the ‘Throughput’ tab. Select the ‘Other’ option for Stream and Flow Basis and set the total flow of the ‘Cake’ stream as reference (see The Rate Reference Flows dialog.). Then click OK to close this dialog.
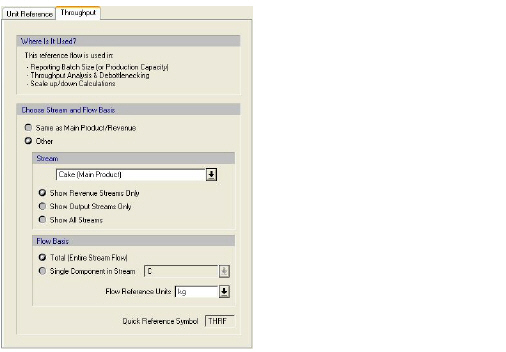
The Rate Reference Flows dialog.
Subsequently, select Throughput Analysis } Batch Size Potential on the Charts menu to view the batch size potential chart using the total flow of the ‘Cake’ stream as the throughput reference rate (see The Batch Size (Throughput) Potential Chart.). This chart shows the actual batch size (red dotted lines) and three estimates (conservative, realistic, and theoretical) of batch size potential for each procedure/equipment combination. A size bottleneck based on each estimation method is also indicated on the chart. This corresponds to the procedure/equipment combination that has the smallest batch size potential based on that method. In this example, ‘P-1/R-101’ is the size bottleneck based on any estimation method. For each unit procedure, the above information can also be found in the ‘Throughput’ tab of the corresponding simulation data dialog.
To omit an equipment resource from the throughput analysis and, thereby, from the above charts, open the corresponding ‘Equipment Data’ dialog, switch to the ‘Throughput’ tab, and check the option named ‘Omit from Throughput Analysis’. For display purposes, a relevant specification setting will be checked in the ‘Throughput’ tab of all unit procedures that utilize that equipment resource.
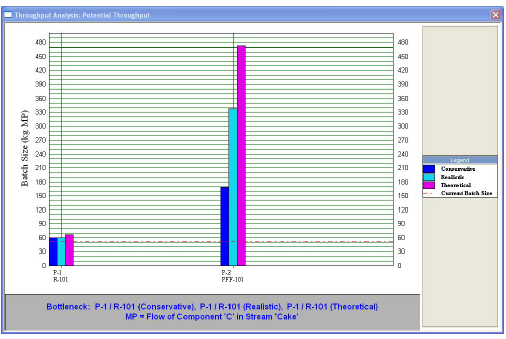
The Batch Size (Throughput) Potential Chart.
SuperPro Designer performs thorough cost analysis and economic evaluation calculations and generates three pertinent reports. The key initialization steps are described below using our simple process as an example (see file ‘GettingStarted9_0b’ in the ‘Examples\Misc’ subdirectory of SuperPro Designer).
|
|
For a detailed descriptions of cost analysis and economic evaluation, please consult Chapter 9 (Economics). |
This step must precede economic evaluation and environmental impact assessment calculations. Please select Stream Classification on the Task menu. You will be presented with a dialog window (see The ‘Stream Classification’ dialog.) where you can classify all input and output streams as raw materials, revenues or wastes (solid, aqueous, organic, or gaseous) and supply any cost data associated with the classification. By default, the system estimates a purchase or selling price for a stream based on the price of each component and the composition of the stream. The price of a pure component or stock mixture is part of its properties, which can be edited when registering components as described in Registering (Pure) Components and Mixtures.
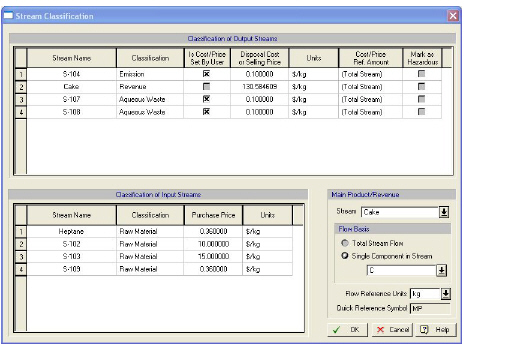
The ‘Stream Classification’ dialog.
In this example process, please classify the streams and set costs for the waste streams as shown in The ‘Stream Classification’ dialog.. To to this, first specify that the ‘Cake’ stream is a revenue stream. Notice that the ‘Selling Price’ of a revenue stream is calculated automatically, based on the stream’s composition (recall that there is still heptane and small amounts of impurities in our product cake, so the price per kg of cake is less than the $200/kg price of pure component ‘C’.) Next, classify S-107 and S-108 as aqueous waste, and S-104 as an emission stream. Then check the ‘Set By User’ options next to the emission stream and the two liquid waste streams and type in a value of $0.10/kg for the ‘Disposal Cost’ of each. Finally, select the ‘Cake’ stream as the ‘Main Product/Revenue’ stream from the corresponding drop-down list in the lower right corner, and specify that the unit cost for this process will be reported based on the component flow of product ‘C’.
Note that the classification of a stream as a solid waste, aqueous waste, organic waste, or an emission will cause it to be reported in dedicated sections of the Environmental Impact Report, where a detailed bookkeeping is kept on all chemicals that end up in each waste category. Specifically, streams that are connected to venting ports are already classified as emission streams by default. The Environmental Impact Report allows you to evaluate the burden of the process on the environment. Such an assessment assists the designer to focus his/her attention on the most troublesome streams and the processing steps that generate them. A related report, the Emissions Report (EMS) provides information on emissions of volatile organic compounds (VOC) and other regulated compounds. The Emissions Report will also give information on the emitted components as well as the contributing unit procedures and operations to these emissions.
The user can specify economic evaluation parameters at four levels:
● the Operation level,
● the Equipment level,
● the process Section level, and
● the Process level.
Please note that the economic evaluation parameters from each of the three levels have a significant impact on the cost calculations. Therefore, the parameters at all three levels should be examined by the user and edited if necessary.
Parameters that affect demand for labor and utilities are specified at the operation level. For instance, the labor requirement for an operation can be specified through the ‘Labor, etc.’ tab of an operation’s data dialog. Through the same dialog you can also specify auxiliary utilities, which have no impact on process material and energy balance calculations (they do not affect output stream temperatures). Auxiliary utilities are only considered in costing and economic evaluation calculations. Auxiliary utilities offer a convenient way to associate utility consumption with generic boxes and other operations that do not calculate utility demand.
All equipment resources have two common dialog tabs through which the user can provide information that affects the capital investment and certain operating cost items. Information about equipment purchase costs and various adjustments can be provided through the ‘Purchase Cost’ and ‘Adjustments’ tabs of the ‘Equipment Data’ dialog.
The ‘Purchase Cost’ tab of the ‘Equipment Data’ dialog. shows the ‘Purchase Cost’ tab for Stirred Reactor (CSTR) ‘R-101’ in the example. To view this tab, right-click on vessel procedure ‘P-1’ and select Equipment Data on the context menu of that procedure. By default, SuperPro Designer uses a built-in model to estimate purchase costs for each piece of equipment. However, you can override this estimate by either using your own model or specifying an exact purchase cost (from a vendor quote, for instance).
Notice that the cost in The ‘Purchase Cost’ tab of the ‘Equipment Data’ dialog. has been adjusted for year 2011. To change the year of analysis for equipment cost calculations please see “Economic Evaluation Parameters Dialog: Time Valuation Tab” within section Economic Evaluation Parameters for Entire Project Dialog.
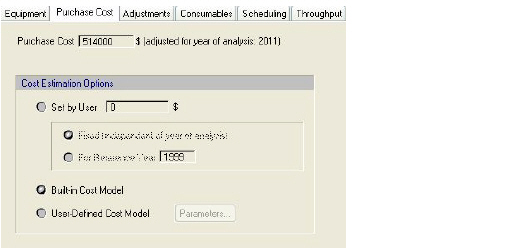
The ‘Purchase Cost’ tab of the ‘Equipment Data’ dialog.
Now please click on the ‘Adjustments’ tab of this dialog to view the number of standby units, the material, installation and maintenance cost factors, the percentage of purchase cost that is already depreciated, and the usage and availability rates for the batch reactor. The fields on this tab are described in detail below:
Number of Standby Units: For pieces of equipment that are critical to the operation of a process, you may choose to have one or more standby units (in case the regularly used pieces of equipment go down for scheduled or unscheduled maintenance). The number of standby units affects the capital investment but has no impact on maintenance and labor cost.
Material Factor: The purchase cost that is estimated using the built-in model corresponds to a certain material of construction that is displayed on this tab. Selecting a different material will affect the equipment purchase cost. The material cost factors for each type of equipment can be viewed by selecting Equipment Materials on the Databanks menu. Additional materials and material factors can be added to the ‘User’ database.
Installation Cost Factor: This factor is used to estimate the installation cost for each piece of equipment as a fraction of their purchase cost. The most common value is 0.3, meaning that the installation cost is 30% of the equipment purchase cost.
Maintenance Cost Factor: This factor is used to estimate the annual maintenance cost for each piece of equipment. The most common value is 0.1, meaning that the annual maintenance cost is 10% of its purchase cost.
Portion of Purchase Cost Already Depreciated: Oftentimes, a piece of equipment has already been either fully or partially depreciated. This can be captured using this variable. Any values other than 0.0% reduce the cost of depreciation but have no impact on the maintenance cost because that cost depends on the full purchase cost and not just the un-depreciated portion.
Usage and Availability Rates: These factors represent the equivalent of equipment rental rates. They are optionally used to estimate the Facility-Dependent (overhead) cost. For a description of this cost, see Chapter 9 (Economics).
|
|
If a piece of equipment is shared by multiple unit procedures, its purchase cost-dependent expenses (e.g., depreciation, maintenance, etc.) are distributed to its hosting steps based on the occupation time of each step. |
Consumables include materials and items that need to be replaced periodically, such us chromatography resins, cartridges of membrane filters, lubricants of equipment, etc. Items such as plastic bags, plastic bioreactors, roller bottles, etc. that are used once and thrown away belong to this category too. Parameters related to amount and frequency of consumption are specified through the Equipment Data Dialog: Consumables Tab. SuperPro Designer features a Consumables databank where users can store information for all consumables that they utilize. The information in the Consumables Databank can be viewed by selecting Databanks } Consumables....
Division of a process into sections facilitates reporting of results for economic evaluation, raw material requirements, and throughput analysis of integrated processes. A process section is a group of unit procedures that have something in common. All processes initially contain one section (called the ‘Main Section’ by default). For information on how to create process sections and edit their properties, see Specifying Process Sections.
SuperPro Designer uses a factor-based method to estimate the capital investment associated with each section of a process. These factors have been assigned default values that should be reasonable for most cases. However, you should still check these factors to ensure that they are accurate for your situation. You can then adjust the factors to better suit your particular process file. Adjusting the capital cost parameters at the section level. shows the ‘DFC’ tab of a section’s ‘Capital Cost Adjustments’ dialog. This tab allows you to edit factors used to estimate the direct fixed capital (DFC) of a section. The ‘Capital Cost Adjustments’ dialog is brought up by selecting the appropriate section (‘Main Section’ in this case) in the relevant drop-down list box on the ‘Section’ toolbar, and then clicking on the Capital Cost Adjustments ( ) button on the same toolbar. Alternatively, you may click Process Options } Section: <section name> } Capital Cost Adjustments on the Edit menu, or you can right-click on the flowsheet to bring up its context menu and then click Section: <section name> } Capital Cost Adjustments (note that the term in brackets represents the name of the selected section).
) button on the same toolbar. Alternatively, you may click Process Options } Section: <section name> } Capital Cost Adjustments on the Edit menu, or you can right-click on the flowsheet to bring up its context menu and then click Section: <section name> } Capital Cost Adjustments (note that the term in brackets represents the name of the selected section).
|
|
The ‘Distributed Set of PC-Factors’ in the ‘DFC’ tab and the ‘Startup and Validation Cost’ factor in the ‘Misc’ tab can also be retrieved from a database site by allocating one or more process sections to that database site.That is the best way to utilize meaningful parameters for different industries around the globe. It is also the recommended way for standardizing cost analysis assumptions. For more information on how to take advantage of the database capabilities of SuperPro Designer for cost analysis, please consult the ‘SynPharmDB’ readme file in the ‘Examples\SynPharm’ directory of SuperPro Designer. Also, see Sites & Resources Databank. |
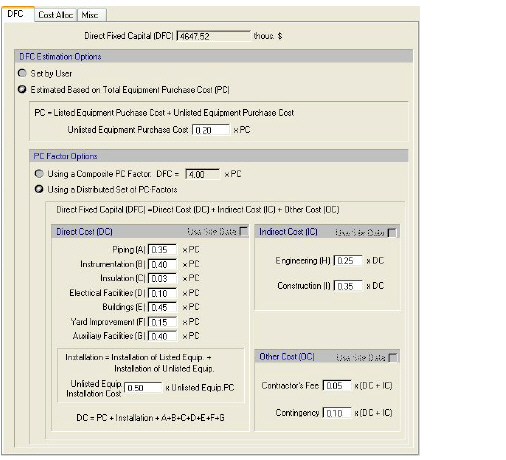
Adjusting the capital cost parameters at the section level.
SuperPro Designer calculates and reports nine cost items for each process section: Materials, Labor-Dependent, Facility-Dependent, Laboratory/QC/QA, Consumables, Waste Treatment/Disposal, Utilities, Transportation, and Miscellaneous Costs. Adjusting the operating cost parameters at the section level. displays the options available for calculating the facility-dependent operating cost.
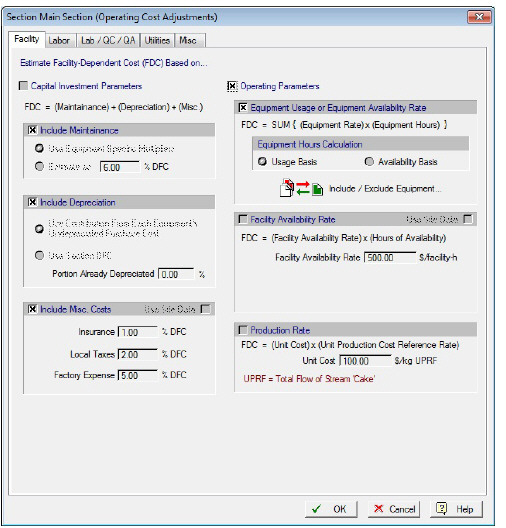
Adjusting the operating cost parameters at the section level.
This dialog is brought up by selecting the appropriate section (‘Main Section’ in this case) in the ‘Section Names’ drop-down list that is available on the Section toolbar and then clicking Operating Cost Adjustments ( ) on the same toolbar. Alternatively, you may select Process Options } Section: <section name> } Operating Cost Adjustments on the Edit menu, or you can right-click on the flowsheet to bring up its context menu and select Section: <section name> } Operating Cost Adjustments (note that the term in brackets represents the name of the selected section). Through the ‘Operating Cost Adjustments’ interface, the user can adjust parameters that affect the Facility, Labor, Lab/QC/QA, Utilities, and Miscellaneous costs of a section. In your example, please change the Facility Cost to be based on an Equipment Usage Rate. This will account for depreciation, maintenance, and miscellaneous equipment expenses. To do that, uncheck the default option entitled ‘Based on Capital Investment Parameters’ and check the option entitled ‘Based on Operating Parameters’, as shown in Adjusting the operating cost parameters at the section level.. Also make sure that the ‘Usage Basis’ option is selected for the calculation of equipment hours. The equipment usage or availability rates are equipment-dependent, they are initialized to $100/h, and they can be edited through the ‘Adjustments’ Tab of the Equipment Data dialog.
) on the same toolbar. Alternatively, you may select Process Options } Section: <section name> } Operating Cost Adjustments on the Edit menu, or you can right-click on the flowsheet to bring up its context menu and select Section: <section name> } Operating Cost Adjustments (note that the term in brackets represents the name of the selected section). Through the ‘Operating Cost Adjustments’ interface, the user can adjust parameters that affect the Facility, Labor, Lab/QC/QA, Utilities, and Miscellaneous costs of a section. In your example, please change the Facility Cost to be based on an Equipment Usage Rate. This will account for depreciation, maintenance, and miscellaneous equipment expenses. To do that, uncheck the default option entitled ‘Based on Capital Investment Parameters’ and check the option entitled ‘Based on Operating Parameters’, as shown in Adjusting the operating cost parameters at the section level.. Also make sure that the ‘Usage Basis’ option is selected for the calculation of equipment hours. The equipment usage or availability rates are equipment-dependent, they are initialized to $100/h, and they can be edited through the ‘Adjustments’ Tab of the Equipment Data dialog.
Next, please visit the other tabs on the above dialog to familiarize yourself with their functions. Notice that in the ‘Labor’ tab there are various options for specifying the labor costs of your process, including lumped and itemized estimates for the labor hours and labor cost rate. Furthermore, the ‘Lab/QC/QA’ tab allows you to specify information for a detailed calculation of laboratory, quality control and quality assurance expenses. For more details on this, see Chapter 9 (Economics). After you are done, click OK to apply the changes made to this dialog and return to the flowsheet.
Finally, there are parameters at the process level that affect the results of project economic evaluation. These are specified through the ‘Economic Evaluation Parameters for Entire Project’ dialog. This dialog box is brought up by selecting Process Options } Economic Evaluation Parameters on the Edit menu (or, you can right-click on the flowsheet to bring up its context menu and select Economic Evaluation Parameters).
In the ‘Time Valuation’ tab (see Adjusting the economic evaluation parameters at the process level.) of this dialog, the user can specify various time
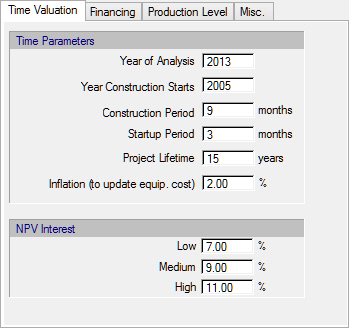
Adjusting the economic evaluation parameters at the process level.
parameters as well as the interest levels for calculating the net present value (NPV) of the project.
In the ‘Financing’ tab of the above dialog, the user can provide information on the financing of the project (e.g., equity versus borrowed money for DFC, working capital, etc.), the method of depreciation, the depreciation period, the salvage value and the DFC outlay (the spending of direct fixed capital as a function of time).
In the ‘Production Level’ tab of the above dialog, the user can specify the capacity utilization profile (production level) for the expected lifetime of the project and provide information for product failure rate and disposal cost of scrapped product. Please note that the production level only affects the Cash Flow Analysis calculations. It has no impact on other project economic evaluation variables.
In the ‘Miscellaneous’ tab of the above dialog, the user can provide information for estimating income tax, advertising and selling expenses, and running royalties.
For the definitions of the different economic factors and for a description of how these are calculated, please consult Chapter 9 (Economics).
To ensure the financial sustainability of the process, select Tasks } Recipe Scheduling Information and set the Calculated option for the Number of Batches per Year. After simulating the process, you can carry out the economic calculations by clicking Perform Economic Calculations on the Tasks menu. The same can be accomplished by clicking Perform Economic Calculations ( ) on the Main toolbar or pressing Shift+F9 (hold down the Shift key and hit the F9 key on your keyboard). Depending on your interest, you may then do the following:
) on the Main toolbar or pressing Shift+F9 (hold down the Shift key and hit the F9 key on your keyboard). Depending on your interest, you may then do the following:
1. View the equipment purchase cost for each process step. To do that, right-click on a desired unit procedure icon, select Equipment Data on the context menu of that procedure, and in the ‘Equipment Data’ dialog that appears switch to the ‘Purchase Cost’ tab. Remember that the displayed purchase cost is for a single piece of equipment. If the requirements to carry out the specific processing task are such that more than one equipment item (of the same size) is needed, the total cost is the indicated cost times the number of equipment items. The number of equipment items is displayed on the first tab of the ‘Equipment Data’ dialog.
2. Select Executive Summary on the View menu to view summary economic analysis results for the entire project. Please view the contents of the ‘Executive Summary’ dialog for your example process now. The corresponding ‘Summary’ tab in that dialog should look similar to The ‘Summary’ tab of the ‘Executive Summary’ dialog for the example process. shown below.
3. To view the detailed results which were used to produce the Executive Summary, you will need to generate the Economic Evaluation Report (EER). To generate and view this report, select Economic Evaluation (EER) on the Reports menu. Any report can be created in different file formats. You can set the format and many other settings from the dialog that comes up if you select Options on the Reports menu. The EER contains an executive summary that presents the key analysis results, a breakdown of the total capital cost, a breakdown of the annual operating cost and a description of profitability analysis calculations. Please generate and view the Economic Evaluation Report now.
4. Another useful economic report is the Itemized Cost Report (ICR). This report contains detailed cost breakdowns of the total annual operating cost over all process sections. This includes all cost items that are calculated at the section level. Additional cost items that are calculated at the process level are not considered. To generate this report, select Itemized Cost (ICR) on the Reports menu.
5. Finally, a Cash Flow Analysis Report (CFR) can be generated. This report includes loan information and detailed breakdowns of capital outlay, loan payment and cash flow for each year over the expected lifetime of a project. To generate this report, select Cash Flow Analysis (CFR) on the Reports menu.
|
|
The equipment purchase cost shown in the ‘Purchase Cost’ tab of the ‘Equipment Data’ dialog corresponds to a single equipment unit. |
For more information on the contents of the economic reports, please refer to the synthetic pharmaceutical example (see Cost Analysis and Economic Evaluation), the β-Galactosidase example (see Cost Analysis and Economic Evaluation) and the industrial wastewater treatment example (see Cost Analysis and Economic Evaluation). For a detailed description of economic reports, see Chapter 12 (Reports).
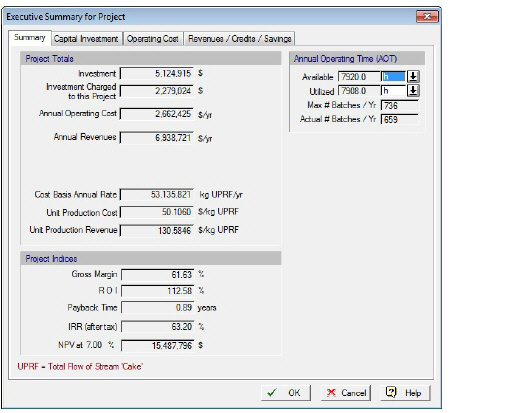
The ‘Summary’ tab of the ‘Executive Summary’ dialog for the example process.
SuperPro Designer generates two different reports that provide information on the environmental impact of a process. The Emissions Report (select Emissions (EMS) on the Reports menu) provides information on all emitted components including volatile organic compounds (VOCs) and other regulated compounds. The Environmental Impact Report (select Environmental Impact (EIR) on the Reports menu) provides information on the amount and type of waste generated by a manufacturing facility. It also provides information on the fate of a compound that enters an integrated manufacturing or waste treatment facility; for more details on these reports, see Chapter 12 (Reports).



 ) on the ‘Registered Pure Components’ toolbar.
) on the ‘Registered Pure Components’ toolbar.















 ) on the main toolbar. Also note that any comments that have been entered for the overall process, its procedures, its streams, or its resources are displayed on the Doc tab of the Process Explorer. This allows the flowsheet to act as a knowledge repository for the process. Please see chapter
) on the main toolbar. Also note that any comments that have been entered for the overall process, its procedures, its streams, or its resources are displayed on the Doc tab of the Process Explorer. This allows the flowsheet to act as a knowledge repository for the process. Please see chapter 


















