The following table shows a brief description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range. Note that due to how the variables are used in the modeling equations, the range of acceptable values may be further reduced; for more details, see Purging / Inerting: Modeling Assumptions & Constraints.
|
Variable |
Default Value |
Range |
|
|
||
|
○ Purging Gas |
<none> |
Any Gaseous Stock Mixture or Pure Component |
|
○ Supply Temp. (oC) |
25.0 |
Positive |
|
● Volume Consumption (L) |
0.0 |
Positive |
|
● Mass Consumption (kg) |
0.0 |
Positive |
|
● Initial System Pressure (bar) |
1.01325 |
Positive |
|
○ Low System Pressure (bar) |
0.500 |
Positive |
|
○ Vacuum Pump |
<none> |
Any Vacuum Pump |
|
○ Vacuum Pump Power (kW) |
0.0 |
Positive |
|
○ High System Pressure (bar) |
1.5 |
Positive |
|
○ Final System Pressure (bar) |
1.013 |
Positive |
|
○ Setup Time (min) |
0.0 |
Positive |
|
○ Number of Purge Steps |
1 |
Positive |
|
○ Purging Time Per Step (min) |
360.0 |
Positive |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
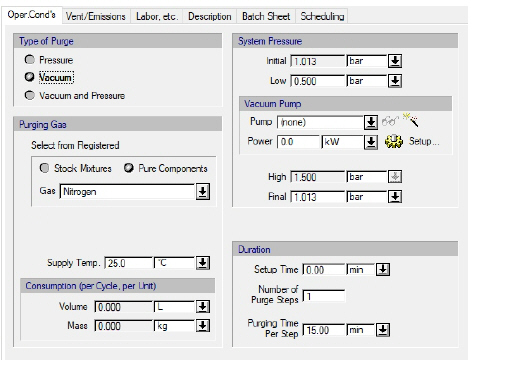
The following list describes the available specification choices in this tab.
•If Pressure purge is selected...
In the case of pressure purge, pressure is first applied with an inert gas to increase the system’s pressure from ‘initial’ to ‘high’, and then venting is applied to reduce the system’s pressure from ‘high’ to ‘final’. This cycle can be repeated several times (the number is specified by the user).
•If Vacuum purge is selected...
In the case of vacuum purge, first a vacuum is produced by means of a vacuum pump to reduce the pressure in the vessel from ‘initial’ to ‘low’, and then the vessel is filled with inert gas up to a ‘final’ pressure. This cycle can be repeated several times (the number is specified by the user).
•If Vacuum and Pressure purge is selected...
In the case of vacuum and pressure purge, first a vacuum is produced by means of a vacuum pump to reduce the pressure of the vessel from ‘initial’ to ‘low’, then the vessel is filled with inert gas until a ‘high’ pressure is reacheed, and then venting is applied to reduce the system’s pressure from ‘high’ to ‘final’. This cycle can be repeated several times (the number is specified by the user).
•Vacuum Pump Controls...
Note that the vacuum pump controls are only displayed if the operating pressure is less than the ambient pressure (specified through the flowsheet’s Reference Conditions dialog).
Click on the vacuum pump list box to bring up a list of available vacuum pumps in order to select one, or select “(none)” (default) if equipment sizing, costing and scheduling calculations are not important.
To create a new vacuum pump and add it to the list of available vacuum pumps, click on the New button ( ). This will open the Auxiliary Equipment Properties dialog for auxiliary equipment of the vacuum pump type (see Auxiliary Equipment Properties Dialog: Aux. Equipment tab (Vacuum Pump)). Through this dialog, you can view or edit the properties of the auxiliary equipment resource (e.g., name, size, purchase cost, consumables, scheduling).
). This will open the Auxiliary Equipment Properties dialog for auxiliary equipment of the vacuum pump type (see Auxiliary Equipment Properties Dialog: Aux. Equipment tab (Vacuum Pump)). Through this dialog, you can view or edit the properties of the auxiliary equipment resource (e.g., name, size, purchase cost, consumables, scheduling).
The same dialog is displayed if you select one of the available vacuum pumps from the list and click on the View/Edit Properties button ( ).
).
Click on the Setup button to display the Vacuum Pump Consumption dialog (see Vacuum Pump Power Consumption Dialog), and select different options for specifying the power consumption of the vacuum pump. By default, the vacuum pump power specification option is “Set Total Power” and the total power consumption of the vacuum pump can be set by the user (the default value is zero). For more information, see Vacuum Pump Auxiliary Equipment Calculations.