The following table shows a brief description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range:
|
Variable |
Default Value |
Range |
|
|
||
|
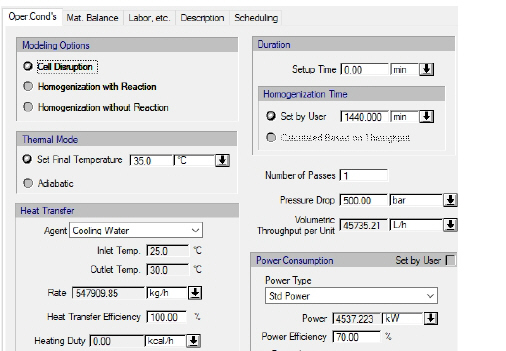
○ Exit Temperature (C) |
18.0 |
Positive |
|
○ Agent |
Chilled Water |
Agent Name |
|
● Inlet Temp. (oC) |
5.0 |
Positive |
|
● Outlet Temp. (oC) |
10.0 |
Positive |
|
● Rate (kg/h) |
0.0 |
Positive |
|
● Heating Duty (kcal/h) |
0.0 |
Positive |
|
● Cooling Duty (kcal/h) |
0.0 |
Positive |
|
○ Power Consumption Set by User |
No |
Yes/No |
|
○ Power Type |
<Std Power> |
Any Power Type |
|
● Power (kW) |
0.0 |
Positive |
|
○ Power Dissipation to Heat (%) |
100.0 |
[0,100] |
|
○ Setup Time (min) |
0.0 |
Positive |
|
◙ Homogenization Time (h) |
4.0 |
Positive |
|
○ Number of Passes |
1 |
Positive Integer |
|
○ Pressure Drop (bar) |
800 |
Positive |
|
● Volumetric Throughput per Unit (L/min) |
0.0 |
Positive |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
The following list describes the available specification choices in this tab; for more details on how these are implemented, see High Pressure Homogenization: Modeling Calculations.
● Modeling Options...
When either the Cell Disruption or the Homogenization with Reaction options is selected the High Pressure Homogenization: Mat. Balance Tab is displayed. From this tab, the user can specify stoichiometric transformations similar to reaction operations. The requirements differ slightly between the two options. In Cell Disruption a)the reactant must be exclusively a biomass component and b) the disruption kinetic parameters must be specified. In Homogenization with Reaction the user must specify the reaction extent. If no transformation is desired to take place, the Homogenization without Reaction option should be selected. In this case, the Material Balance Tab becomes unavailable.
● Duration Options...
The duration controls appear only if the procedure is in batch mode. In Rating Mode, you can set the process time (and the setup time), allow the process time to be calculated (based on the throughput), or allow the duration to match exactly the duration of another operation either in the same procedure or in another procedure. In Design mode, you must either specify the process time (and the setup time) or allow the duration to match exactly the duration of another operation (either in the same procedure or in another procedure).
If you choose to match the duration of this operation with the duration of another operation, you introduce a master-slave relationship between the two operations. The program will match the setup-time, the process time and the turnaround time of this operation (the ‘slave’) with the corresponding times of the reference operation (the ‘master’ operation). For more on master-slave relationship, see The Scheduling Tab.