In stripping, a volatile solute is removed from a liquid mixture by bringing the liquid into contact with an inert gas. It is the reverse operation of gas absorption. Like gas absorption, this operation model is based on the assumption that the inert gaseous and liquid flows (i.e., the flows excluding the design component) can be considered constant throughout the column. If the above condition is not met, practically, if either of the inert flowrates changes more than 3% (which is an arbitrary limit), calculations will not be accurate and a relevant notification will be generated by the program.
In addition, the model can account for reactions that may take place in the liquid phase but these are assumed to be independent of absorption.
In Design Mode, the user must specify the components that are absorbed along with the desired % Stripping and the program will size the equipment based on the stripping percentage of the design component (see ‘Equipment Sizing’ below). In Rating Mode, the user can either select a design component and have its % Stripping percentage calculated by the program or set the design component to “none”. In the latter case, the % Stripping percentage of all components does not depend on the column size.
Notice that in Design Mode there is the option to auto-adjust the flowrate of the liquid stream based on the minimum gas to liquid ratio, (G/L)min, multiplied by a user-supplied operating factor. The (G/L)min which corresponds to an infinite column height is calculated by eq. (A.309) which is derived by the mass balance around the column. In practice, we are looking for the slope of the operating line that meets the equilibrium line at x = xT (the molar fraction of the design component in the liquid inlet stream).
|
|
where, YB is the molar ratio of the design component in the gaseous inlet stream, YT* is the molar ratio of the design component that is in equilibrium with XT, XT is the molar ratio of the design component in the liquid inlet stream and XB is the molar ratio of the design component in the liquid outlet stream.
Finally, by checking the respective option, the program can also perform reaction calculations in the liquid phase which are assumed to occur after absorption is completed.
The model will calculate the temperature of the output streams based on the energy balance dictated by the user specification. If the Assume Thermal Equilibrium option is selected the model will calculate the common temperature of the top and bottom streams. Alternatively, if the top stream temperature is provided by the user, the program will calculate the bottom stream temperature and vice versa.
In Design Mode, the height (Z) of the column is calculated from the height of the transfer unit (HTU) and the number of transfer units (NOG):
|
|
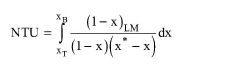
The overall number of transfer units is defined as:
|
|
eq. (A.310) |
where:
● xB is the mole fraction of the design component at the bottom outlet liquid stream,
● xT is the mole fraction of the design component in the top inlet liquid stream,
● x* is the liquid equilibrium mole fraction of the design component,
● (1-x)LM is the logarithmic mean value of 1-x and 1-x* defined as:
|
|
eq. (A.311) |
The overall height of gas-phase transfer unit is defined as:
|
|
eq. (A.312) |
where:
● Lm is the molar liquid flux (mol/m2/s), and
● KL is the overall mass transfer coefficient for the liquid phase (mol/m3/s).
The overall mass transfer coefficient for the gas phase (KG) is given by:
|
|
eq. (A.313) |
where:
● RG is the universal gas constant (8314 J/(mol K)),
● T is an average temperature of the absorption column (K),
● P is the column’s pressure (Pa),
● kL is the mass transfer coefficient for the liquid phase (m/s),
● kG is the mass transfer coefficient for the gas phase (m/s),
● aw is the drenched pacing area (m-1),
● m is the slope of the equilibrium line, and
● C is the molar density of the liquid phase (mol/m3).
The coefficients kL and kG are calculated from the correlations developed by Onda et al. as has been described in the absorption section.
1. McCabe W. L., J. C. Smith, and P. Harriott. (1993). Unit Operations of Chemical Engineering, McGraw-Hill.
2. Treybal, R.E. (1980). Mass-Transfer Operations, McGraw-Hill.
3. Onda K., H. Takeushi H., and Y. Okumoto. (1968). J. Chem. Eng. Japan, 1, 1, p. 56-62.
The interface of this operation has the following tabs:
● Oper. Cond’s, see Stripping: Oper. Conds Tab
● Reactions, see Stoichiometric Reaction/Fermentation Operation: Reactions Tab
● Packing, see Absorption: Packing Tab
● Labor, etc, see Operations Dialog: Labor etc. Tab
● Description, see Operations Dialog: Description Tab
● Batch Sheet, see Operations Dialog: Batch Sheet Tab
● Scheduling, see Operations Dialog: Scheduling Tab