The following table shows a brief description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range:
|
Variable |
Default Value |
Range |
|
|
||
|
○ Splitting Specification Scalable? |
Yes |
Yes/No |
|
◙ Flow Ratio (Top/Bottom) |
1.0 |
Positive |
|
◙ Top Flow (mass) (kg/h or kg/batch) |
0.0 |
Positive |
|
◙ Top Flow (volume) (L/h or L/batch) |
0.0 |
Positive |
|
◙ Bottom Flow (mass) (kg/h or kg/batch) |
0.0 |
Positive |
|
◙ Bottom Flow (volume) (L/h or L/batch) |
0.0 |
Positive |
|
◙ Pull-Out from Top Stream (Amount Set by Process) (kg/h or kg/batch) |
0.0 |
Positive |
|
◙ Pull-Out from Bottom Stream (Amount Set by Process) (kg/h or kg/batch) |
0.0 |
Positive |
|
○ Setup Time (min) |
0.0 |
Positive |
|
◙ Process Time (min) |
60.0 |
Positive |
|
○ Ignore Labor? |
Yes |
Yes/No |
|
● Operating Throughput per Unit (kg/h) |
0.0 |
Positive |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
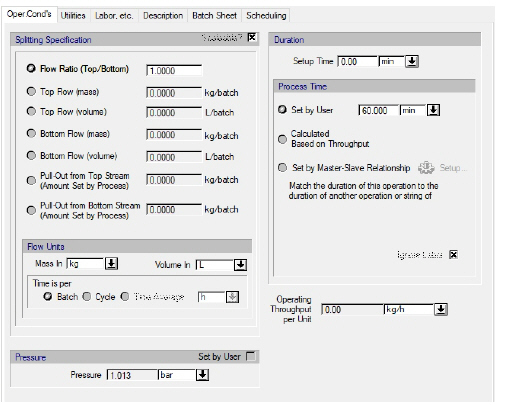
The following list describes the available specification choices in this tab; for more details on how these are implemented, see Custom Splitting: Modeling Calculations.
•Splitting specifications...
Select one of the following splitting specifications:
a) Flow ratio of the top/bottom
b) Set the top mass flowrate
c) Set the top volume flowrate
d) Set the bottom mass flowrate
e) Set the bottom volume flowrate
f) Preserve top flow (set by the process)
g) Preserve bottom flow (set by the process)
The model will calculate the flowrates of the outlet streams for specifications (a)-(e). For specifications (f) or (g), the model will use the flow of either the top (f) or bottom (g) and will adjust the other flow. If the splitting specification cannot be met, then a warning message will be displayed during simulation.
|
|
The last two specifications in the above list of options available to a user for a custom splitter (Preserve Top Flow and Preserve Bottom Flow) are useful in case the stream requested to be preserved are part of a back-propagation network of material demand. In such a case, the custom splitter will provide a terminal (ending) for such a back-propagated demand, provided that there’s enough material on the input stream to satisfy the demand; for more details on back-propagation, see Back-Propagation: Sources (Initiators) & Sinks (Terminals). |
•Operating Throughput per Unit...
The operating throughput per unit is based on the mass flowrate of the input stream.
•Scalable Splitting Specification...
Specify whether the absolute amounts for flowrate are scalable with process throughput adjustment. (This implies that if the user chooses to adjust the process throughput by a factor the user-specified flowrates will also be adjusted by the same factor.)
•Time Reference...
Choose the time reference for flowrate. The flowrate can be specified by the user to be per Batch, per Cycle, or per Time Average. Depending on whether the procedure is in batch mode or continuous, and the whether process is in batch mode or continuous, certain options may not be available. Specifically the availability of time reference flows depending on the mode of procedure / process is:
|
Process Mode |
Procedure Mode |
Time Reference for Flow |
|
|
|
|
|
Batch |
Batch |
Batch / Cycle |
|
Batch |
Continuous |
Batch / Time Average |
|
Continuous |
Continuous |
Time Average |
|
Continuous |
Batch |
Cycle / Time Average |
•Duration Options...
The duration controls appear only if the procedure is in batch mode. In Rating Mode, you can set the process time (and the setup time), allow the process time to be calculated (based on the throughput), or allow the duration to match exactly the duration of another operation either in the same procedure or in another procedure. In Design mode, you must either specify the process time (and the setup time) or allow the duration to match exactly the duration of another operation (either in the same procedure or in another procedure).
If you choose to match the duration of this operation with the duration of another operation, you introduce a master-slave relationship between the two operations. The program will match the setup-time, the process time and the turnaround time of this operation (the ‘slave’) with the corresponding times of the reference operation (the ‘master’ operation). For more on master-slave relationship, see The Scheduling Tab.
