The following table shows a brief description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range. Note that due to how the variables are used in the modeling equations, the range of acceptable values may be further reduced; for more details, see Bulk Washing: Modeling Assumptions & Constraints.
|
Variable |
Default Value |
Range |
|
|
||
|
○ Wash In Stream/Port |
<None> |
Wash In Port |
|
◙ Wash In Stream Volumetric Flowrate (L/h) |
0.0 |
Positive |
|
◙ Wash In Stream Volume per Mass of Feed (m3/kg) |
0.0 |
Positive |
|
○ Retained % of Wash In Stream in Product Stream (%) |
0.0 |
[0,100] |
|
○ Consider Solids ? |
No |
Yes/No |
|
● Is Solid? |
No |
Yes/No |
|
○ Is Particulate Solid? |
No |
Yes/No |
|
◙ Removal % |
0.0 |
0 – 100 |
|
◙ Total Solids in Product Stream(%) |
15.0 |
(0,100) |
|
◙ Particulate Solids in Product Stream (%) |
15.0 |
(0,100) |
|
◙ Approach to Equilibrium (%) |
0.0 |
Positive |
|
● Equilibrium Temperature (oC) |
25.0 |
Positive |
|
◙ Temperature (oC) |
25.0 |
Positive |
|
◙ Approach to Ambient Temperature (%) |
100.0 |
[0,100] |
|
● Operating Throughput per Unit (kg/h) |
0.0 |
Positive |
|
○ Setup Time |
0.0 |
Positive |
|
◙ Process Time |
0.0 |
Positive |
|
○ Ignore Labor? |
Yes |
Yes/No |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
The following list describes the available specification choices in this tab; for more details on how these are implemented, see Bulk Washing: Modeling Calculations.
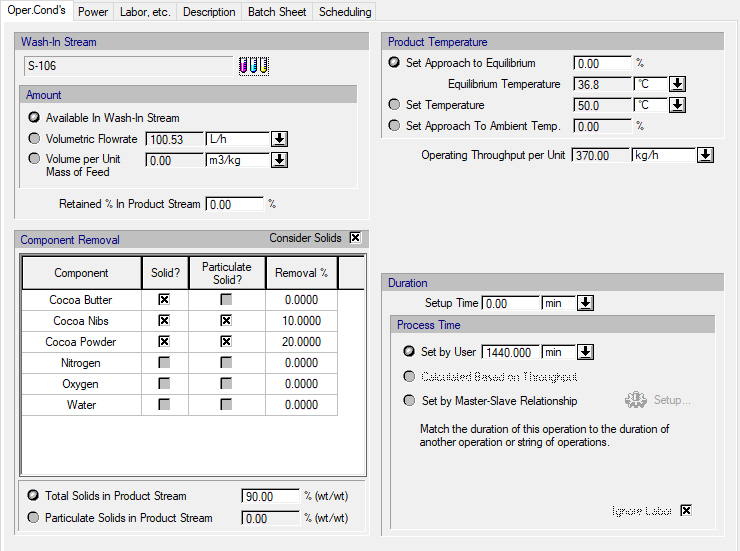
● Wash-In Port/Stream...
Here, the wash-in stream ID is displayed. The composition and amount of the wash-in stream can be viewed/edited by clicking on the button next to the stream ID.
● Wash-In Amount Specification Options...
There are three options available for the specification of the wash-in amount:
a) if you choose the option Available in Wash-In Stream, the wash-in amount is that specified in the respective dialog of the wash-in stream.
b) If you choose the option Volumetric Flowrate, you can specify the volumetric flow rate of the wash-in stream. Please note that the corresponding total flow rates displayed in the wash-in stream dialog will not be updated until mass and energy balances are solved.
c) If you choose the option Volume per Mass of Feed, you can specify the mass-specific volume of the wash-in stream with respect to the mass of the feed stream. Please note that the corresponding total flow rates displayed in the wash-in stream dialog will not be updated until mass and energy balances are solved.
•Material Balance Options
If the option to consider solids is not checked (default), then for every component you must specify the component’s removal percentage from the feed stream to the wash-out stream. Based on the specified component data, the program will do the component mass balances to determine the component flows of the product and wash-out streams.
If the option to consider solids is checked, then the component removal data table is be used to specify component removal data only for particulate solid components (i.e., undissolved solids, suspended or precipitated). Only pure components that are set as solid through the Pure Component Properties dialog can be set as particulate solids in the components table. In addition to setting one or more solid components as particulate solids and specifying the removal percentages of those components to the wash-out stream, you must also specify either the total (particulate and dissolved) or particulate solids percentage of the product stream. Based on this information, the program will calculate the component removal percentages of all other components besides particulate solids (i.e., dissolved solids, liquids and gases).
● Product Stream Temperature Specification Options...
You can set the product stream temperature directly or let the program calculate it based on the specified approach to equilibrium factor or based on the specified approach to ambient temperature factor. The approach to equilibrium factor is defined as the temperature difference of the product stream from the feed stream divided by the temperature difference of the equilibrium temperature from the feed stream. The approach to ambient temperature is defined as the temperature difference of the product stream from the feed stream divided by the temperature difference of the ambient temperature from the feed stream.
● Duration Options...
In Rating Mode, you can set the process time (and the setup time), allow the process time to be calculated (based on the throughput and the rated throughput of the units), or allow the duration to match exactly the duration of another operation either in the same procedure or in another procedure. In Design mode, you must either specify the process time (and the setup time) or allow the duration to match exactly the duration of another operation (either in the same procedure or in another procedure) in order for the program to calculate the required power (per step and per unit).
a) If you choose to match the duration of this operation with the duration of another operation,
b) You introduce a master-slave relationship between the two operations. The program will match the setup-time, the process time and the turnaround time of this compressing operation (the 'slave') with the corresponding times of the reference operation (the 'master' operation). For more on master-slave relationship, see The Scheduling Tab.