The following table shows a brizef description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range:
|
Variable |
Default Value |
Range |
|
|
||
|
○ Ignore Volatile Component Evaporation ? |
Yes |
Yes/No |
|
○ Volatile ? |
No |
Yes/No |
|
◙ Evaporation % |
0.0 |
0-100 |
|
● Initial LOD (%) |
0.0 |
0-100 |
|
○ Final LOD (%) |
5.0 |
0-100 |
|
○ Ignore Heat Losses ? |
Yes |
Yes/No |
|
◙ Exit Temperature (C) |
25.0 |
Positive |
|
○ Specific Loading Rate (Loading Rate/Belt With) ((MT/h)/cm) |
2.0 |
Positive |
|
● Operating Loading Rate (per unit) (kg/h) |
0.0 |
Positive |
|
○ Setup Time (min) |
0.0 |
Positive |
|
◙ Process Time (min) |
60.0 |
Positive |
|
○ Ignore Labor? |
Yes |
Yes/No |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
The following list describes the available specification choices in this tab; for more details on how these are implemented, see Transport by Belt Conveyor: Modeling Calculations.
MT stands for Metric Ton (1,000 kg)
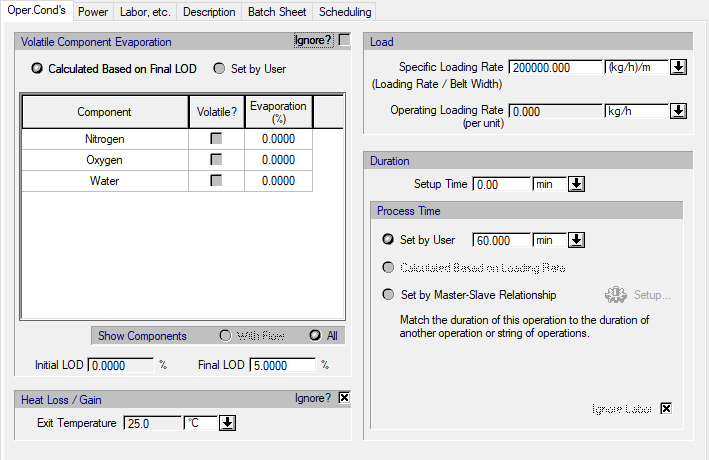
•Volatile Component Evaporation...
To specify volatile component evaporation data, you must first uncheck the “Ignore” box next to “Volatile Component Evaporation”. Then, all volatile components that are evaporated during belt conveying must be identified as such by checking the “Volatile?” box next to their component names. If the evaporation of volatile components is calculated by the program based on Final LOD, then all components that are set as “Volatile” will have the same evaporation percentage. If that is not the case, then, you need to specify user-defined values for the evaporation percentages of all components that are set as “Volatile”.
•Heat Losses...
If the heat losses to the surroundings are ignored (i.e., the “Ignore” box next to “Heat Losses” is checked), the exit temperature will be the same as the feed stream temperature. To account for heat losses, you may uncheck the “Ignore” box next to “Heat Losses” and specify a lower exit temperature than the feed stream temperature (but higher than the ambient temperature that is specified at the flowsheet level).
•Duration Options...
In Rating Mode, you can set the process time (and the setup time), allow the process time to be calculated (based on the loading rate of the units), or allow the duration to match exactly the duration of another operation either in the same procedure or in another procedure. In Design mode, you must either specify the process time (and the setup time) or allow the duration to match exactly the duration of another operation (either in the same procedure or in another procedure).
If you choose to match the duration of this operation with the duration of another operation, you introduce a master-slave relationship between the two operations. The program will match the setup-time, the process time and the turnaround time of this conveying operation (the ‘slave’) with the corresponding times of the reference operation (the ‘master’ operation). For more on master-slave relationship, see The Scheduling Tab.