The following table shows a brief description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range:
|
Variable |
Default Value |
Range |
|
|
||
|
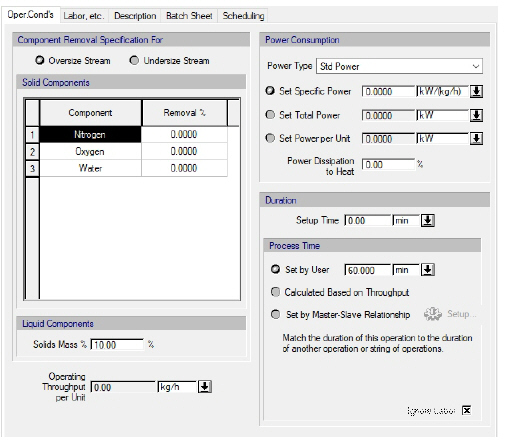
○ Removal % |
0.0 |
0 – 100 |
|
○ Solids Mass % |
0.0 |
0 – 100 |
|
● Operating Throughput Per Unit (kg/h) |
0.00 |
Positive |
|
○ Power Type |
<Std Power> |
Any Power Type |
|
◙ Specific Power (kW/(kg/h) |
0.0 |
Positive |
|
◙ Total Power (kW) |
0.0 |
Positive |
|
◙ Power Per Unit (kW) |
0.0 |
Positive |
|
○ Setup Time (min) |
0.0 |
Positive |
|
◙ Process Time (min) |
60.0 |
Positive |
|
○ Ignore Labor? |
Yes |
Yes/No |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
The following list describes the available specification choices in this tab; for more details on how these are implemented, see Centrifugation in a Centrifugal Sieve: Modeling Calculations.
•Stream Selection Options...
You can choose to specify Removal % and Solids Mass % data either for the Oversize stream or for the Undersize stream. If you select the Oversize stream, then the specified Removal % data must correspond to the percentages of solid component flows in the feed stream that are directed to the Oversize stream, and the Solids Mass % value must correspond to the fraction of total solids in that stream. On the other hand, if you select the Oversize stream, then the specified Removal % data must correspond to the percentages of solid component flows in the feed stream that are directed to the Undersize stream, and the Solids Mass % value must correspond to the fraction of total solids in that stream.
•Power Consumption Options...
You can set the specific power (in terms of operating throughput) or the total power or the power per unit for this operation. SuperPro Designer’s simulation engine will calculate the values of the two variables that were not set based on the value of the variable that was set.
•Process Time Options...
The duration controls appear only if the procedure is in batch mode. You can set the process time or have the process time calculated based on throughput (if the flowsheet is batch and the equipment is in rating mode) or match the duration of this operation to the duration of another operation by introducing a master-slave relationship between the two operations. If you introduce a master-slave relationship, the program will match the setup time, the process time and the turnaround time of this operation (the ‘slave’) with the corresponding times of the reference operation (the ‘master’ operation). For more details on how to setup a master-slave relationship, see The Scheduling Tab.