The following table shows a brief description of the variables appearing in this tab. The table also displays their default values and their generally acceptable range:
|
Variable |
Default Value |
Range |
|
|
||
|
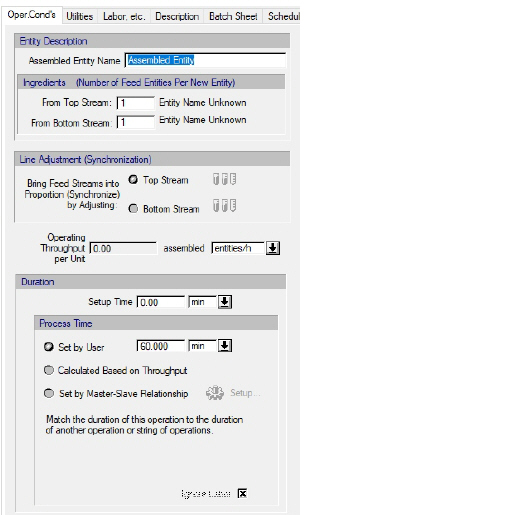
○ Assembled Entity Name |
Assembled Entity |
Any Text |
|
○ Ingredients From Top Stream |
1 |
Positive Integer |
|
● Top Stream Entity Name |
Entity Name Unknown |
Any Text |
|
○ Ingredients From Bottom Stream |
1 |
Positive Integer |
|
● Bottom Stream Entity Name |
Entity Name Unknown |
Any Text |
|
● Operating Throughput per Unit (assembled entities/h) |
0.0 |
Positive |
|
○ Setup Time |
0.0 |
Positive |
|
◙ Process Time |
60.0 |
Positive |
|
○ Ignore Labor? |
Yes |
Yes/No |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
The following list describes the available specification choices in this tab; for more details on how these are implemented, see Assembly: Modeling Calculations.
•Line Adjustment (Synchronization) options...
The flowrate of either the top (top ingredient entity) or the bottom stream (bottom ingredient entity) is adjusted to synchronize the two input streams.
•Operating Throughput...
The calculated operating Throughput variable refers to the flowrate of assembled entities.
•Duration Options...
The duration controls appear only if the procedure is in batch mode. In Rating Mode, you can set the process time (and the setup time), allow the process time to be calculated (based on the throughput), or allow the duration to match exactly the duration of another operation either in the same procedure or in another procedure. In Design mode, you must either specify the process time (and the setup time) or allow the duration to match exactly the duration of another operation (either in the same procedure or in another procedure).
If you choose to match the duration of this operation with the duration of another operation you introduce a master-slave relationship between the two operations. The program will match the setup-time, the process time and the turnaround time of this operation (the ‘slave’) with the corresponding times of the reference operation (the ‘master’ operation). For more on master-slave relationship, see The Scheduling Tab.