The following table shows the meaning of the variables appearing in this tab, as well as their default values and their generally acceptable range. Note that due to the manner by which the variables are used by the sizing and costing equations, the range of acceptable values may be further reduced.
|
Variable |
Default Value |
Range |
|
|
||
|
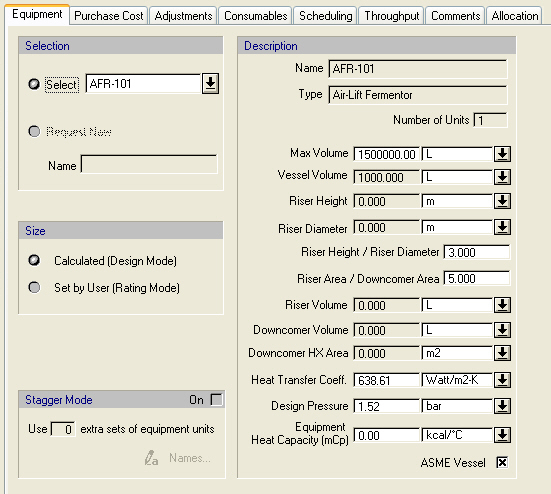
◙ Volume |
0.0 L |
Positive |
|
◙ Max Volume |
1,500,000 L |
Positive |
|
● Riser Height |
0 m |
Positive |
|
● Riser Diameter |
0 m |
Positive |
|
○ Riser Height/Riser Diameter |
3.0 |
Positive |
|
○ Riser Area/Downcomer Area |
5.0 |
Positive |
|
● Riser Volume |
0.0 L |
Positive |
|
● Downcomer Volume |
0.0 L |
Positive |
|
● Downcomer HX Area |
0.0 m2 |
Positive |
|
○ Heat Transfer Coefficient |
638.61Watt/m2-K |
Positive |
|
○ Design Pressure |
1.52 bar |
Positive |
|
○ Equipment Heat Capacity (mCp) |
0 kcal/°C |
Positive. |
|
○ Is ASME Vessel? |
Yes |
Yes/No |
Symbol Key: ○ User-specified value (always input); ● Calculated value (always output); ◙ Sometimes input, sometimes output
In Design Mode, the user specifies the Maximum Volume and the system computes the Number of Units and the Volume. The liquid volume demand is specified by the operations carried out as part of the (one or more) unit procedures hosted by the equipment resource. Typically, even during the span of a single procedure, more than one operations may demand different volumes. The software will size the vessel based on the largest demand on liquid volume amongst all operations executed in the vessel. Once the largest liquid volume is determined, it is divided by the maximum working-to-vessel ratio in order to determine the actual volume required to carry out the most demanding of the operations. If that volume exceeds the maximum volume specification then the software will assume multiple number of identical units (each with volume equally distributed). From the total vessel volume (per unit) and the aspect ratio (R/D) the actual dimensions of each vessel (diameter and height) are calculated.
The Maximum Allowable Working Volume / Vessel Volume variable is used for sizing the vessel (in Design mode) if no sizing-capable operations are available in the specific procedure. In that case, the procedure selects the max liquid volume present in the vessel during that procedure and divides that number by the ‘Max Allowable Working / Vessel Volume’ to calculate the vessel volume.
In Rating Mode, the user specifies the Number of Units and the Volume.
The equipment purchase cost is supplied by default by a built-in model that assumes as material of construction SS316. According to this model, the equipment purchase cost is calculated as the sum of the total cost of the columns and the cost of the heat exchanger used in the downcomer. The total cost of the columns is calculated as the sum of three costs: riser cost, downcomer cost and additional costs (e.g., costs of connecting the two columns, costs of other accessories, etc.). The additional costs are assumed equal to 40% of the sum of the riser and downcomer costs. The riser cost is calculated based on riser volume using a power law of the form C=C0*(V/V0)^a, where C is the purchase cost, C0 is the reference purchase cost, V is the riser volume, V0 is the reference riser volume and a is an exponent. A minimum riser volume equal to 10 m3 is assumed. If the riser volume is less than the minimum riser volume, then the riser cost is calculated based on the minimum riser volume. Similar power laws are used to calculate the downcomer cost based on downcomer volume and the heat exchanger cost based on heat exchanger area. A minimum downcomer volume equal to 10 m3 and a minimum heat exchanger area equal to 1 m2 are assumed.
Other factors that affect the cost are:
● Conforming to ASME Specification; if checked, then the vessel is assumed to have been constructed according to standards published by the American Society of Mechanical Engineers (ASME) and it is assumed to withstand pressure up to 35psig. Checking this option penalizes the cost by about 20% over the base cost.
● Design Pressure; vessels required to withstand pressures above 3 atm are penalized by about 80% over base cost.
The user-defined equipment purchase cost is based on the total vessel volume.
● Equipment Heat Capacity; the product of equipment mass times its specific heat capacity. It is used by operations that are executed in the vessel and involve heating and/or cooling. If part of the heat exchange is directed to the vessel, then this variable is used to estimate heating/cooling losses.
For more information on this equipment, see Air-Lift Fermentor.
For information on the left-hand side variables and options, see Equipment Data Dialog: Equipment tab.